
分類
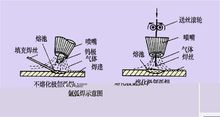
氣焊
 熔焊
熔焊氣焊所用的可燃氣體與氣割相同,主要有乙炔、液化石油氣(丙烷、丁烷、丙烯等)和氫氣等,氧氣為助燃氣體。
氣焊用的焊絲起填充金屬的作用,焊接時與熔化的母材一起組成焊縫金屬。因此,應根據工件的化學成份和機械性能選用相應成份或性能的焊絲,有時也可以用從被焊板材上切下的條料作焊絲。
焊接有色金屬、鑄鐵和不鏽鋼時,還應採用焊粉(熔劑),用以消除復蓋在焊材及熔池表面上的難熔的氧化膜和其它雜質,並在熔池表面形成一層熔渣,保護熔池金屬不被氧化,排除熔池中的氣體、氧化物及其它雜質,提高熔化金屬的流動性,使焊接順利並保證質量和成形。
氣焊主要套用於薄鋼板、低熔點材料(有色金屬及其合金)、鑄鐵件和硬質合金刀具等材料的焊接,以及磨損、報廢車件的補焊、構件變形的火焰矯正等。
氣焊的優點是設備簡單(氧氣瓶、乙炔瓶、回火保險器、焊炬、減壓器、氧氣、乙炔、輸送管等)使用靈活;對鑄鐵及些有色金屬的焊接有較好的適應性;在電力供應不足的地方需要焊接時,氣焊可以發揮更大的作用。其缺點是生產效率較低;焊接後工件變形和熱影響區較大;較難實現自動化。
電弧焊
 熔焊
熔焊電弧焊是工業生產中套用最廣泛的焊接方法,它的原理是利用電弧放電(俗稱電弧燃燒)所產生的熱量將焊條與工件互相熔化並在冷凝後形成焊縫,從而獲得牢固接頭的焊接過程。電弧焊焊接低碳鋼或低合金鋼時,電弧中心部分的溫度可達6000~8000℃,兩電極的溫度可達到2400~2600℃。
1) 手弧焊
手工電弧焊可以進行平焊、立焊、橫焊和仰焊等多位置焊接。另外由於電弧焊設備輕便,搬運靈活,可以在任何有電源的地方進行維修及裝配中的短縫的焊接作業。特別適用於難以達到部位的焊接。適用於各種金屬材料、各種厚度和各種結構形狀的焊接。如工業用碳鋼、不鏽鋼、鑄鐵、銅、鋁、鎳及合金。
2) 埋弧焊
埋弧焊也是利用電弧作為熱源的焊接方法。埋弧焊時電弧是在一層顆粒狀的可熔化焊劑復蓋下燃燒,電弧光不外露。埋弧有自動埋弧焊和半自動埋弧焊兩種方式。前者的焊絲送進和電弧移動都由專門的機頭自動完成,後者的焊絲送進由機械完成,電弧移動則由人工進行。埋弧焊的主要優點是:
①熱效率較高,熔深大,工件的坡口可較小,減少了填充金屬量;
②焊接速度高,當焊接厚度為8~10mm的鋼板時,單絲埋弧焊速度可達 50~2000px/min;
③焊劑的存在不僅能隔開熔化金屬與空氣的接觸,而且使熔池金屬較慢地凝固,減少了焊縫中產生氣孔、裂紋等缺陷的可能性。
但由於採用顆粒狀焊劑,這種焊接方法一般只適用於平焊位置,且不能直接觀察電弧與坡口的相對位置,容易焊偏。另外,不適於焊接厚度小於l mm的薄板。
由於埋弧焊熔深大,生產效率高,機械化操作的程度高,因而適於焊接中厚板結構的長焊縫。在造船、鍋爐與壓力容器、橋樑、起重機械、鐵路車輛、工程機械、重型機械和冶金機械、核電站結構和海洋結構等製造部門有著廣泛的套用,是當今焊接生產中最普遍使用的焊接方法之一。埋弧焊能焊的材料已從碳素結構鋼發展到低合金結構鋼、不鏽鋼、耐熱鋼等以及某些有色金屬,如鎳基合金、鈦合金和銅合金等。
q=IU/v
式中I——焊接電流(A);
U——電弧電壓(V);
v——焊接速度(mm/s);
q——熱輸入(J/mm)。
例如,一厚度為12mm的低碳鋼板,採用雙面埋弧焊,焊接參數為焊絲直徑4mm,焊接電流600A,電弧電壓38V焊接速度8mm/s,此時熱輸入為
q=(600A×38V)÷8mm/s=22800J/s÷8mm/s=2600J/mm
熱輸入綜合了焊接電流、電弧電壓和焊接速度三大焊接參數。熱輸入增大時,熱影響區寬度增大,加熱到高溫的區域增寬,焊件在高溫的停留時間增長,同時冷卻速度減慢。
氣體保護電弧焊
用外加氣體作為電弧介質並保護電弧和焊接區的電弧焊稱為氣體保護電弧焊,簡稱氣電焊。
氣電焊與其它焊接方法相比,具有以下特點:
1、電弧和熔池的可見性好,焊接過程中可根據熔池情況調節焊接參數;
2、焊接過程操作方便,沒有熔渣或很少有熔渣,焊後基本上不需清渣;
3、電弧在保護氣流的壓縮下熱量集中,焊接速度較快,熔池較小,熱影響區窄,焊件焊後變形小;
4、有利於焊接過程的機械化和自動化,特別是空間位置的機械化焊接;
5、可以焊接化學活潑性強和易形成高熔點氧化膜的鎂、鋁、鈦及其合金;
6、可以焊接薄板;
7、在室外作業時,需設擋風裝制,否則氣體保護效果不好,甚至很差;
7、電弧的光輻射很強;
8、焊接設備比較複雜,比焊條電弧焊設備價格高。
氣電焊通常按照電極是否熔化和保護氣體不同,分為不熔化極(鎢極)惰性氣體保護焊和熔化極氣體保護焊,氧化混合氣體保護焊、CO2氣體保護焊和管狀焊絲氣體保護焊。
① 鎢極(不熔化極)惰性氣體保護焊。
 熔焊
熔焊鎢極惰性氣體保護焊是在惰性氣體的保護下,利用鎢電極與工件間產生的電弧熱熔化母材和填充焊絲(如果使用填充焊絲)一種焊接方法。焊接時惰性形成氣體保護層隔絕空氣,以防止其對鎢極、熔池及鄰近熱影響區的有害影響,從而可獲得優質的焊縫,惰性氣體主要採用氬氣。
鎢極氬弧焊接操作方式分為手工焊、半自動焊和自動焊三類。鎢極惰性氣體保護焊具有下列優點:不和金屬反應,並自動清除工件表面氧化膜的作用,可焊接化學活潑性強的有色金屬、不鏽鋼、耐熱鋼等和各種合金;適用於薄板及超薄板材料焊接;可進行各種位置的焊接,也是實現單面焊雙面成形的理想方法。不足之處是熔深淺,熔敷速度小,生產率較低;其微粒有可能進入熔池,造成污染(夾鎢);惰性氣體(氬氣、氦氣)較貴,生產成本較高。
鎢極惰性氣體保護焊所焊接的板材厚度範圍,從生產率考慮以3mm以下為宜。對於某些黑色和有色金屬的厚壁重要構件(如壓力容器及管道),為了保證高的焊接質量,也採用鎢極惰性氣體保護焊。
② 熔化極氣體保護焊。
這種方法也是利用連續的焊絲與工件之間燃燒的電弧作熱源,由焊炬噴嘴噴出的氣體保護電弧來進行焊接。與鎢極氣體保護焊不同的是,作為焊極的焊絲在焊接過程中熔化為液態金屬,填充在焊縫處。因此其除具備不熔化極氣體保護焊的主要優點(可進行各種位置的焊接;適用於有色金屬、不鏽鋼、耐熱鋼、碳鋼、合金鋼絕大多數金屬的焊接)外,同時也具有焊接速度較快,熔敷效率較高等優點。
③ 二氧化碳氣體保護焊。
二氧化碳 氣體保護焊屬熔化極氣體保護焊,其具有生產效率高、焊接變形小、適用範圍廣等特點。焊接時電弧為明弧焊,可見性好,採用半自動焊接法進行曲線焊縫和空間位置焊縫的焊接十分方便,操作簡單,容易掌握,但不足之處是焊接飛濺較大,防風能力差。CO2 氣體保護焊是廣泛套用的一種電弧焊方法,主要用於汽車、船舶、管道、機車車輛、貨櫃、礦山及工程機械、電站設備和建築等金屬結構的焊接。從被焊件材質上看,CO2氣體保護焊可以焊接碳鋼和低合金鋼;從工件厚度上看,採用鋼絲短路過渡的方法,可以焊接薄板;採用粗絲熔滴過渡的方法,可以焊接中、厚板;從焊接位置上看,可以進行全位置焊接,也可以進行平焊、橫角焊及其他空間位置的焊接。
等離子弧焊
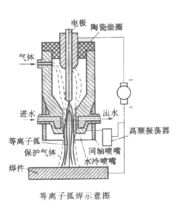 熔焊
熔焊等離子弧焊也是一種不熔化極電弧焊,其等離子弧是自由電弧壓縮而成的,叫轉移電弧。其離子氣為氬氣、氮氣、氦氣或其中二者之混合氣。等離子弧的能量集中,溫度高,焰流速度大。這些特性使得等離子弧廣泛套用於焊接、噴塗和堆焊。
等離子弧焊與鎢極惰性氣體保護焊相比,有以下特點:
1)等離子弧能量集中、溫度高,對於大多數金屬在一定厚度範圍內都能獲得小孔效應,可以得到充分熔透,反面成形均勻的焊縫;
2)電弧挺度好,等離子弧的擴散角僅5°左右,基本上是圓柱形,弧長變化對工件上的加熱面積和電流密度影響比較小。所以,等離子弧焊弧長變化對焊縫成形的影響不明顯;
3)焊接速度比鎢極惰性氣體保護焊快;
4)能夠焊接更細、更薄的工件(如1mm以下極薄金屬的焊接);
5)其設備比較複雜、費用較高,工藝參數調節匹配也比較複雜。
電渣焊
電渣焊是利用電流通過液體熔渣時所產生的電阻熱進行焊接的方法。
雷射焊
雷射焊是以聚焦的雷射束作為能源轟擊焊件所產生的熱量進行焊接的方式。
電子束焊
電子束焊是利用加速和聚集的電子束轟擊置於真空或非真空中的焊件所產生的熱能進行焊接的方法。
氣體
1、焊接過程中,焊接區內充滿大量氣體。
用酸性焊條焊接時,主要氣體成分是CO、H2、H2O;用鹼性焊條焊接時,主要氣體成分是CO、CO2;埋弧焊時,主要氣體成分是CO、H2。
焊接區內的氣體主要來源於以下幾方面:一是為了保護焊接區域不受空氣的侵入,人為地在焊接區域添加一層保護氣體,如藥皮中的造氣劑(澱粉、木粉、大理石等)受熱分解產生的氣體、氣體保護焊所採用的保護氣體(CO2氣體、Ar氣)等;其次是用潮濕的焊條或焊劑焊接時,析出的氣體、保護不嚴而侵入的空氣、焊絲和母材表面上的雜質(油污、鐵鏽、油漆等)受熱產生的氣體,以及金屬和熔渣高溫蒸發所產生的氣體等。
2、氮、氫、氧對焊縫金屬的作用和影響
⑴氮 氮主要來自焊接區域周圍的空氣。手弧焊時,堆焊金屬中約含有0.025%的氮。氮是提高焊縫金屬強度、降低塑性和韌性的元素,也是在焊縫中產生氣孔的主要原因之一。
⑵氫 氫主要來源於焊條藥皮、焊劑中的水分、藥皮中的有機物,焊件和焊絲表面上的污物(鐵鏽、油污)和空氣中的水分等。各種焊接方法均使焊縫增氫,只是增氫的程度不同:手弧焊時用纖維素藥皮焊條焊得的焊縫含氫量比母材高出70倍;只有採用低氫型焊條施焊時,焊縫的含氫量才比較低;而用CO2氣體保護焊時,含氫量最低。
氫使焊縫金屬的塑性性嚴重下降,促使在焊接接頭中產生氣孔和延時裂紋,並且還會在拉伸試樣的斷面上形成白點。
⑶氧 氧主要來源於空氣、藥皮和焊劑中的氧化物、水分及焊接材料表面的氧化物。隨著焊縫中含氧量的增加,其強度、硬度和塑性會明顯下降,還能引起金屬的熱脆、冷脆和時效硬化,並且也是焊縫中形成氣孔(CO氣孔)的主要原因之一。
總之,進入焊縫金屬中的氮、氫、氧都是屬於有害的元素。
 熔焊
熔焊3、對焊接區域要進行保護方法
對焊接區域進行保護的目的是防止空氣侵入熔滴和熔池,減少焊縫金屬中的氮、氧含量。保護的方式有下列三種:
⑴氣體保護 例如,氣體保護焊時採用保護氣體(CO2、H2、Ar)將焊接區域與空氣隔離起來。
⑵渣保護 在熔池金屬表面復蓋一層熔渣使其與空氣分開隔離,如電渣焊、埋弧焊。
⑶氣—渣聯合保護 利用保護氣體和熔渣同時對熔化金屬進行保護,如手弧焊。
4、 減少焊縫金屬中的含氧量
對焊接區域進行保護、防止空氣與熔化金屬進行接觸是控制焊縫金屬中含氧量的重要措施,但是不能根本解決問題,因為氧還可以通過許多其它渠道進入焊縫中,要徹底堵塞這些渠道事實上是不可能的,因此只能採取措施,對已進入熔化金屬中的氧進行脫氧處理。
5、焊縫金屬常用的脫氧方法
利用熔渣或焊芯(絲)金屬與熔化金屬相互作用進行脫氧,是焊縫金屬常用的脫氧辦法。
⑴擴散脫氧 當溫度下降時,原先熔解於熔池中的FeO會不斷地向熔渣進行擴散,從而使焊縫中的含氧量下降,這種脫氧方法稱為擴散脫氧。
如果熔渣中有強酸性氧化物SiO2、TiO2等,它們會與FeO生成複合物,其反應式為
(SiO2+FeO)= FeO·SiO2
(TiO2+FeO)= FeO·TiO2
反應的結果使熔渣中的自由FeO減少,這就使熔池金屬中的[FeO]不斷地向渣中擴散,焊縫金屬中的含量因此得以減少。
酸性熔渣(如焊條J422、焊劑HJK431熔化所成的熔渣)中含有較多量的SiO2、TiO,所以其脫氧方法主要是擴散脫氧。但是在焊接條件下,由於熔池冷卻速度快,熔渣和液體金屬相互作用的時間短,擴散脫氧進行得很不充分,因此用酸性焊條(劑)焊成的焊縫,其含氧量還比較高,焊縫金屬的塑性和韌性也比較低。
6、用脫氧劑脫氧 在焊芯、藥皮或焊絲中加入某種元素,使它本身在焊接過程中被氧化,從而保證被焊金屬及其合金元素不被氧化或已被氧化的金屬還原出來,這種用來脫氧的元素稱為脫氧劑。常用的脫氧劑有碳、錳、矽、鈦和鋁。
鹼性焊條的脫氧劑以鐵合金的形式加入到藥皮中去,如錳鐵、矽鐵等。埋弧焊常採用合金焊絲,如H08MnA、H10MnSi等。
用脫氧劑脫氧的效果比擴散脫氧好得多,所以用鹼性焊條施焊的焊縫,其含氧量比用酸性焊條施焊時要低,塑性、韌性相應得到提高,因此鹼性焊條常用來焊合金鋼及重要的焊接結構。
7、 減少焊縫金屬中的含氫量方法
減少焊縫金屬中含氫量的常用措施有:
1) 烘乾焊條的焊劑;
2) 清除焊件和焊絲表面上的雜質並儘量使焊絲及焊件表面保持乾燥;
3) 在藥皮和焊劑中加入適量的氟石(CaF2)、矽砂(SiO2),兩者都具有較好的去氫效果;
4) 焊後立即對焊件加熱,進行後熱處理;
5) 採用低氫型焊條、超低氫型焊條和鹼性焊劑。
熔焊
8、焊縫金屬中硫的危害性
硫是焊縫中常存的有害元素之一。硫能促使焊縫金屬產生熱裂紋、降低衝擊韌度和需腐蝕性,並能促使產生偏析。厚板焊接時,硫還會引起層狀撕裂。
硫在液態金屬中以FeS的形式存在,熔渣中的Mn、MnO、CaO具有一定的脫硫作用;其反應式如下
[Mn]+[FeS] =[MnS]+[Fe]
[MnO]+[FeS]=[MnS]+[FeO]
[CaO]+[FeS] =[CaS]+[FeO]
生成的MnS、CaS都進入熔渣中,由於MnO、CaO均屬鹼性氧化物,在鹼性熔渣中含量較多,所以鹼性熔渣的脫硫能力比酸性熔渣強。
9 、焊縫金屬中磷的危害性。
磷也是焊縫中常存的有害元素之一。磷會增加鋼的冷脆性,大幅度地降低焊縫金屬的衝擊韌度,並使脆性轉變溫度升高。焊接奧氏體類鋼或焊縫中含碳量較高時,磷也會促使焊縫金屬產生熱裂紋。
磷在液態金屬中以Fe2P、P2O5形式存在。脫磷反應可分為兩步進行:第一步是將磷氧化成P2O5;第二步使之與渣中的鹼性氧化物CaO生成穩定的複合物進入熔渣。其反應式為
2[Fe2P]+5(FeO=P2O5+11[Fe]
P2O5+3(CaO)=(CaO)3·P2O5
P2O5+4(CaO)=(CaO)4·P2O5
由於鹼性熔渣中含有較多的CaO,所以脫磷效果比酸性熔渣要好。
但是實際上,不論是鹼性熔渣還是酸性熔渣,其最終的脫硫、脫磷效果仍不理想。所以控制焊縫中的硫、磷含量,只能採取限制原材料(母材、焊條、焊絲)中硫、磷含量的方法。
10 、焊縫金屬的合金化
合金化就是把所需要的合金元素,通過焊接材料過渡到焊縫金屬(或堆焊金屬)中去。
合金化的目的:1)補償焊接過程中由於氧化、蒸發等原因造成的合金元素的損失;2)改善焊縫金屬的組織和性能;3)獲得具有特殊性能的堆焊金屬。
常用的合金化方式有:套用合金焊絲;套用藥芯焊絲或藥芯焊條;套用合金藥皮或粘結焊劑;套用合金粉末;套用熔渣與金屬之間的置換反應。
11 、合金元素的過渡係數
合金元素在焊接過程中總有一部分因氧化、蒸發等原因損耗掉,不可能全部過渡到焊縫中去。合金元素的過渡係數是指焊接材料中的合金元素過渡到堆焊金屬中的數量與其原始含量的百分比,即
式中η——某合金元素的過渡係數(%);
CF——堆焊金屬中某合金元素的含量;
CT——焊條(焊絲、焊劑)中某合金元素的原始總含量。
焊縫種偏析
合金中各組成元素在結晶時分布不均勻的現象稱為偏析。焊接熔池一次結晶過程中,由於冷卻速度快,已凝固的焊縫金屬中化學成分來不及擴散,造成分布不均,產生偏析。
 熔焊
熔焊焊縫中的偏析現象有以下三種:
⑴顯微偏析 熔池一次結晶時,最先結晶的結晶中心金屬最純,後結晶部分含其它合金元素和雜質略高,最後結晶部分,即結晶的外端和前緣所含其它合金元素和雜質最高。在一個柱狀晶粒內部和晶粒之間的化學成分分布不均現象稱為顯微偏析。
⑵區域偏析 熔池一次結晶時,由於柱狀晶體的不斷長大和推移,會把雜質“趕”向熔池中心,使熔池中心的雜質含量比其它部位多,這種現象稱為區域偏析。焊縫的斷面形狀對區域偏析的分布影響很大。窄而深的焊縫,各柱狀晶的交界在其焊縫的中心,因此焊縫中心聚集有較多的雜質。這種焊縫在其中心部位極易產生熱裂紋。寬而淺的焊縫,雜質則聚集在焊縫的上部,這種焊縫具有較高的抗熱裂能力。
⑶層狀偏析 熔池在一次結晶的過程中,要不斷地放出結晶潛熱,當結晶潛熱達到一定數值時,熔池的結晶就出現暫時的停頓。以後隨著熔池的散熱,結晶又重新開始,形成周期性的結晶,伴隨著出現結晶前沿液體金屬中雜質濃度的周期變動,產生周期性的偏析稱為層狀偏析。層狀偏析集中了一些有害元素,因此缺陷往往出現在層狀偏析中。由層狀偏析所造成的氣孔。
熔焊的中英文對照
熔接fusion welding
壓接pressure welding
焊接過程welding process
焊接技術welding technique
焊接工藝welding technology/procedure
焊接操作welding operation
焊接順序welding sequence
焊接方向direction of welding
焊接位置welding position
熔敷順序build-up sequence
deposition sequence
焊縫傾角weld slope/inclination of weld axis
焊縫轉角weld rotation/angle of rotation
平焊位置flat position of welding
橫焊位置horizontal position of welding
立焊位置vertical position of welding
仰焊位置overhead position of welding
平焊downhand welding/flat position welding
橫焊horizontal position welding
立焊vertical position welding
仰焊overhead position welding
全位置焊all position welding:熔焊時,焊件接逢所處空間位置包括平焊、橫焊、仰焊等位置所進行的焊接。如水平固定管所進行的環縫焊接
向下立焊vertical down welding/downward weldingin the vertical position
向上立焊vertical up welding/upward welding inthe vertical position
傾斜焊inclined position welding
上坡焊upward welding in the inclinedposition
下坡焊downward welding in the inclinedposition
對接焊butt welding
角焊fillet welding
搭接焊lap welding
船形焊fillet welding in the downhandposition/fillet welding in the flat position
平角焊horizontal fillet welding
立角焊fillet welding in the verticalposition
仰角焊fillet welding in the overheadposition
坡口焊groove welding
I形坡口對接焊square butt welding
喇叭形坡口焊 flare groove welding
卷邊焊flanged edge welding
縱縫焊接welding of longitudinal seam
橫縫焊接welding of transverse seam
環縫焊接girth welding/ circumferential
螺鏇縫焊接welding of spiral seam/welding ofhelical seam
環縫對接焊butt welding of circumferential seam
定位焊tack welding
單面焊welding by one side
雙面焊welding by both sides
單道焊single pass welding/single run welding
多道焊multi-pass welding
單層焊single layer welding
多層焊multi-layer welding
分段多層焊block sequence/ block welding
分層多道焊multi-layer and multi-pass welding
連續焊continuous welding
斷續焊intermittent welding
打底焊backing weld
封底焊back sealing weld
蓋面焊cosmetic welding
深熔焊deep penetration welding
擺動焊welding with weaving/weave beadwelding
前傾焊 foreward welding (英國)/ forehand welding (美國)
後傾焊 backward welding(英國)/ backhand welding(美國)
分段退焊backstep welding
跳焊skip welding
對稱焊balanced welding/ balanced weldingsequence
左焊法leftward welding forehand welding
右焊法rightward welding/backhand welding
挑弧焊whipping method
自動焊automatic welding
手工焊manual welding/hand welding
車間焊接shop welding
工地焊接site welding(英國)/ field welding (美國)
拘束焊接restraint welding
堆焊surfacing/building up/overlaying
隔離層堆焊buttering
端部周邊焊boxing/end return
返修焊rewelding
補焊repair welding
塞焊plug welding
槽焊slot welding
襯墊焊welding with backing
焊劑墊焊welding with flux backing
窄間隙焊narrow-gap welding
強制成形焊enclosed welding
脈衝電弧焊pulsed are welding
電弧點焊arc spot welding
螺柱焊stud welding
熱風焊hot gas welding
高能焊high grade energy welding
固態焊接solid-state welding
單面焊雙面成形one-side welding with back formation
焊接條件welding condition
焊接工藝參數welding parameter
極性polarity
正接electrode negative/straight polarity
反接electrode positive/reversed polarity
運條方式manipulation of electrode
焊接電流welding current
焊接電流增加時間welding current upslope time
焊接電流衰減時間welding current downslope time
電流密度current density
短路電流short circuit current
脈衝電流pulse level/pulse current level
脈衝電流幅值pulse current amplitude
基值電流background level
脈衝頻率pulse frequency
脈衝焊接電流占空比duty cycle of pulse duration
電弧電壓arc voltage
再引弧電壓reignition voltage
焊接速度welding speed
行走速度rate of travel/travel speed
送絲速度wire feed rate
線能量heat input/energy input
熱輸入heat input
預熱preheat
後熱postheat
焊後熱處理posweld heat treatment/postheattreatment
預熱溫度preheat temperature
層間溫度interpass temperature
焊接終了溫度finishing temperature
後熱溫度postheating temperature
焊絲伸出長度wire extension
弧長arc length
熔化速度melting rate
熔化時間melting time
熔化係數melting coefficient
熔敷速度rate of deposition/deposition rate
熔敷係數deposition coefficient
熔敷效率deposition efficiency
損失係數loss coefficient
飛spatter
飛濺率spatter loss coefficient
融合比fusion ratio
稀釋dilution
稀釋率rate of dilution
合金過度係數transfer efficiency/recovery (of anelement)
坡口groove
坡口面groove face
坡口面角度angle of bevel (英國)/ bevel angle (美國)
坡口角度included angle(英國)/groove angle(美國)
坡口高度groove depth
鈍邊root face
鈍邊高度thickness of root face/width of rootface
根部間隙root gap(英國)/root opening (美國)
根部半徑root radius/groove radius
根部銳邊root edge
卷邊高度height of flange
卷邊半徑radius of flange
單面坡口single groove
雙面坡口double groove
坡口形式groove type
I形坡口square groove
V形坡口single V groove
Y形坡口single V groove with root face
雙Y形坡口double Vgroove with rootface
帶鈍邊U形坡口single U groove
帶鈍邊雙U形坡口double U groove
VY形坡口single compound angle groove
帶鈍邊J形坡口single J groove
帶鈍邊雙J形坡口double J groove
單邊V形坡口single bevel groove
雙V形坡口double V groove
不對稱雙V形坡口 asymmetric double V groove
雙單邊V形坡口 double bevel groove/Kgroove
帶墊板V形坡口 V groove with backing/single V groove with backing
喇叭形坡口flare groove
鎖底坡口single bevel groove with backinglocked
坡形板邊 tapered edge
焊縫 weld
接逢 seam
焊縫符號 welding symbol
焊縫金屬 weld metal
填充金屬 filler metal
熔敷金屬 deposited metal
焊縫表面weld face/ face of weld
焊縫背面 back of weld
焊縫軸線axis of weld
焊縫尺寸 size of weld
焊縫寬度weld width/ width of weld
焊縫長度 weld length/ length of weld
焊縫有效長度 effective length of weld
焊縫厚度 throat depth/ throat thickness
焊縫計算厚度theoretical throat
焊縫實際厚度actual throat
熔深penetration/ depth of penetration
焊縫成形appearance of weld
焊縫成形係數form factor of weld
余高 reinforcement/ excess weld metal
背面余高root reinforcement
削平焊縫flush weld/ weld machined flush
對接焊縫butt weld
角焊縫fillet
焊腳leg/ fillet weld leg
角焊縫斷面形狀profile of fillet weld
平形角焊縫flat fillet
凸形角焊縫convex fillet weld
凹形角焊縫concave fillet weld
角焊縫凹度concavity
側面角焊縫side fillet weld/ fillet weld inparallel shear
正面角焊縫front fillet weld/ fillet weld innormal shear
立角焊縫fillet weld in the vertical position
橫角焊縫fillet weld in the horizontal position
平角焊縫fillet weld in the flat position
斜角焊縫oblique fillet weld
連續焊縫continuous weld
斷續焊縫intermittent weld
連續角焊縫continuous fillet weld
斷續角焊縫intermittent fillet weld
交錯斷續角焊縫staggered intermittent fillet weld
並列斷續角焊縫chain intermittent fillet weld
端接焊縫edge weld
卷邊焊縫flanged edge weld
塞焊焊縫plug weld
縱向焊縫longitudinal weld
橫向焊縫transverse weld
環行焊縫girth weld/ circumferential weld
螺鏇形焊縫spiral weld/ helical weld
密封焊縫seal weld
承載焊縫strength weld
聯繫焊縫connective weld
定位焊縫tack weld
焊道bead/ run/ pass
焊波ripple
焊根weld root/ root of weld
焊趾weld toe/ toe
封底焊道sealing run (after making main weld)/back weld
打底焊道backing weld (before making mainweld)/ back weld
根部焊道root pass/ root run
填充焊道filling bead
蓋面焊道cosmetic bead/ cover pass
回火焊道temper bead/ annealing bead
熔透焊道penetration bead
焊層 layer
焊接接頭welded joint
接頭形狀joint geometry
等強匹配接頭equalmatching weld joint
低強匹配接頭undermatching weld joint
超強匹配接頭overmatching weld joint
接頭根部root of joint
對接接頭butt joint
I形對接接頭square butt joint
V形對接接頭single V butt joint
U形對接接頭single U butt joint
J形坡口接頭single J butt joint
雙V形對接接頭double V butt joint
雙單邊V形對接接頭double bevel butt joint/ Kgroove butt joint
帶鈍邊U形對接接頭double U butt joint
帶鈍邊J形坡口接頭double J joint
角接接頭corner joint
T形接頭T joint
斜T形接頭inclined T joint
十字接頭cruciform joint/ cross-shaped joint
三聯接頭joint among three members
搭接接頭lap joint
套管接頭muff joint/ sleeve joint
雙蓋板接頭double strapped joint
蓋板接頭strapped joint
端接接頭edge joint
卷邊接頭flanged edge joint
鎖底對接接頭lock butt joint
斜對接接頭oblique butt joint
混合接頭mixed joint/ composite joint
有間隙接頭open joint
無間隙接頭closed joint
焊接電弧welding arc
電弧形態arc shape
電弧物理行為arc physics behaviour
引弧striking arc
引弧電壓striking voltage
電弧氣氛arc atmosphere
陰極cathode
熱陰極hot cathode
冷陰極cold cathode
陰極斑點cathode spot
陰極區cathode region
陰極區電場強度intensity of the electric field in thecathode region
陰極壓降cathode drop
陽極anode
陽極斑點anode spot
斑點壓力spot pressure
陽極區anode region
陽極區電場強度intensity of the electric field in theanode region
陽極壓降anode drop
弧柱arc column/ arc stream
弧柱壓降voltage drop in arc column
弧柱電位梯度potential gradient in the arc column
弧焰arc flame
弧心arc core
硬電弧forceful arc/ hard arc
軟電弧soft arc
鏇轉電弧rotating arc
脈衝電弧pulsed arc
脈衝噴射電弧pulsed spray arc
起皺現象puckering phenomena
起皺電弧puckering arc
起皺臨界電流 puckering critical current
間接電弧 indirect arc
壓縮電弧 compressive arc
磁控電弧 magnetic controlling arc
電弧力 arc force
電磁力 electromagnectic force
電磁收縮效應 pinch effect
電弧飄移 wandering of arc
電弧穩定性 arc stability
電弧靜特性 static characteristic of arc
電弧動特性 dynamic characteristic of arc
最小電壓原理 principle of minimum voltage
電弧挺度arc stiffness
電弧偏吹 arc blow
磁偏吹 magnetic blow
陰極清理作用 cleaning action of the cathode
電弧自身調節 arc self-regulation
挖掘作用 digging action
極性效應 polarity effect
熔滴 droplet
熔滴比表面積 specific surface of droplet
熔滴過渡metal transfer
過度頻率 transition frequency
粗滴過渡globular transfer; drop transfer
短路過渡short circuiting transfer
噴射過渡spray transfer
鏇轉噴射過渡 rotating spray transfer
脈衝噴射過渡 pulsed spray transfer
爆炸過渡 explosive transfer
渣壁過渡 flux wall guided transfer
熔池 molten pool
沸騰狀熔池 boiling molten pool
弧坑crater
熔渣slag
渣系 slag system
渣系相圖 slag system diagram
鹼性渣 basic slag
酸性渣 acid slag
鹼度 basicity
酸度 acidity
長渣 long slag
短渣 short slag
粘性熔渣 viscous slag
氧化物型熔渣 oxide melting slag
鹽型熔渣 salt melting slag
鹽-氧化物型熔渣 salt-oxide melting slag
熔渣流動性 fluidity of the slag; slag fluidity
熔渣solidified slag
多孔焊渣 porous slag
玻璃狀焊渣 vitreous slag
自動脫落焊渣 self-releasing slag
脫渣性 slag detachability
焊接設備 welding equipment; welding set
焊機 welding machine; welder
電焊機 electric welding machine; electricwelder
焊接電源 welding power source
焊接熱循環 weld thermal cycle
焊接溫度場 field of weld temperature; weldtemperature field
準穩定溫度場 quasi-stationary temperature field
焊接熱源 welding heat source
點熱源 point heat source
線熱源 linear heat source
面熱源 plane heat source
瞬時集中熱源 instantaneous concentration heatsource
熱效率 thermal efficiency
熱能集中係數 coefficient of heat flowconcentration
峰值溫度 peak temperature
瞬時冷卻速度 momentary cooling rate
冷卻時間 cooling time
置換氧化 substitutionary oxydation
擴散氧化 diffusible oxydation
脫氧 desoxydation
先期脫氧 precedent desoxydation
擴散脫氧 diffusible desoxydation
沉澱脫氧 precipitation desoxydation
擴散氫 diffusible hydrogen
初始擴散氫 initial diffusible hydrogen
100℃殘餘擴散氫 diffusible hydrogenremained at 100℃
殘餘氫 residual hydrogen
去氫 dehydrogenation
去氫熱處理 heat treatment for dehydrogenation
脫硫 desulphurization
脫磷 dephosphorization
滲合金 alloying
微量合金化 microalloying
一次結晶組織 primary solidification structure
二次結晶組織 secondary solidification structure
聯生結晶 epitaxial solidification
焊縫結晶形態 solidification mode in weld-bead
結晶層狀線 ripple
多邊化邊界 polygonization boundary
結晶平均線速度 mean solidification rate
針狀鐵素體 acicular ferrite
條狀鐵素體 lath ferrite
側板條鐵素體 ferrite side-plate
晶界欣素體 grain boundary ferrite; polygonalferrite; pro-entectoid ferrite
粒狀貝氏體 granular bainite
板條馬氏體 lath martensite
過熱組織 overheated structure
魏氏組織 Widmannst?tten structure
M-A組元 martensite-austenite constituent
焊件失效分析 failure analysis of weldments
冷裂判據 criterion of cold cracking
冷裂敏感係數 cold cracking susceptibitycoefficient
脆性溫度區間 brittle temperature range
氫脆 hydrogen embrittlement
層狀偏析 lamellar segregation
癒合 healing effect
斷口金相fractography
斷口 fracture
延性斷口 ductile fracture
韌窩斷口dimple fracture
脆性斷口 brittle fracture
解理斷口 cleavage fracture
準解理斷口 quasi-cleavage fracture
氫致準解理斷口 hydrogen-embrittlement induced
沿晶斷口 intergranular fracture
穿晶斷口 transgranular fracture
疲勞斷口 fatigue fracture
滑移面斷口 glide plane fracture
斷口形貌 fracture apperance
斷口試驗 fracture test
巨觀斷口分析 macrofractography
放射區 radical zone
纖維區 fibrous zone
剪下唇區 shear lip aone
焊接性weldability
使用焊接性 service weldability
工藝焊接性 fabrication weldability
冶金焊接性 metallurgical weldability
熱焊接性 thermal weldability
母材 base metal; parent metal
焊接區 weld zone
焊態 as-welded (AW)
母材熔化區 fusion zone
半熔化區 partial melting region
未混合區 unmixed zone
熔合區 bond area
熔合線 weld junction (英);bond line (美)
熱影響區 heat-affected zone (HAZ)
過熱區 overheated zone
粗晶區 coarse grained region
細晶區 fine grained region
過渡區 transition zone
硬化區 hardened zone
碳當量 carbon equivalent
鉻當量 chromium equivalent
鎳當量 nickel equivalent
舍夫勒組織圖 Schaeffler's diagram
德龍組織圖 Delong’s diagram
連續冷卻轉變圖(CCT圖)continuous coolingtransformation
裂紋敏感性 cracking sensibility
焊接裂紋 weld crack
焊縫裂紋 weld metal crack
焊道裂紋 bead crack
弧坑裂紋crater crack
熱影響區裂紋 heat-affected zone crack
縱向裂紋 longitudinal crack
橫向裂紋 transverse crack
微裂紋 micro-crack; micro-fissure
熱裂紋 hot crack
凝固裂紋 solidification crack
晶間裂紋 intercrystalline crack
穿晶裂紋 transcrystalline crack
多邊化裂紋 polygonization crack
液化裂紋 liquation crack
失延裂紋 ductility-dip crack
冷裂紋 cold crack
延遲裂紋 delayed crack
氫致裂紋 hydrogen-induced crack
焊道下裂紋 underbead crack
焊根裂紋 root crack
焊趾裂紋 toe crack
鋸齒形裂紋 chevron cracking
消除應力處理裂紋 stress relief annealing crack (SRcrack)
再熱裂紋 reheat crack
焊縫晶間腐蝕 weld intercryctalline corrosion
刀狀腐蝕 knife line attack
敏化區腐蝕 weld decay
層狀撕裂 lamellar tearing
焊接性試驗 weldability
裂紋試驗 cracking test
IIW裂紋試驗 IIW cracking test
Y形坡口裂紋試驗 slit type cracking test
分塊形槽熱裂紋試驗 segmented circular groove crackingtest
H形裂紋試驗 H-type cracking test
魚骨形裂紋試驗 fishbone cracking test
指形裂紋試驗 finger (cracking) test
T形裂紋試驗 Tee type cracking test
環形槽裂紋試驗 circular-groove cracking test
可調拘束裂紋試驗 varestraint test
BWRA奧氏體鋼裂紋試驗 BWRA cracking test foraustenitie steel
圓棒裂紋試驗 bar type cracking test; round barcracking test
裏海裂紋試驗 Lehigh restraint cracking test
圓形鑲塊裂紋試驗 circular-path cracking test
十字接頭裂紋試驗 cruciform cracking test
Z向視窗拘束裂紋試驗 Z-direction window type restraintcracking test
G-BOP焊縫金屬裂紋試驗 G-BOP weld metal cracktest
巴特爾焊道下裂紋試驗 Battelle type underbead cracking test
U形拉伸試驗 U-tension test
繆雷剋期熱裂紋試驗 Murex hot cracking test
菲斯柯裂紋試驗 FISCO (type) cracking test
CTS裂紋試驗 controlled thermal severity
拉伸拘束裂紋試驗(TRC試驗)tensile restraint crackingtest
剛性拘束裂紋試驗(RRC試驗)rigid restraint crackingtest
插銷試驗 implant test
Tigamajig 薄板焊接裂紋試驗 Tigamajing thin platecracking test
焊道縱向彎曲試驗 longitudinal-bead test
柯麥雷爾彎曲試驗 Kommerell bead bend test
肯澤爾彎曲試驗 Kinzel test
缺口彎曲試驗 notch bend test
熱朔性試驗 hot-ductility test
熱影響區衝擊試驗 impact test of HAZ
熱影響區模擬試驗 synthetic heat-affected zone test
最高硬度試驗 maximum hardness test
落錘試驗 NRL (Naval Research Laboratory)
測氫試驗 Hydrogen test
焊接材料
電極
焊接材料welding consumables
電極electrode
熔化電極consumable electrode
不熔化電極nonconsumable electrode
鎢電極tungsten electrode
焊絲welding wire. Welding rod
實心焊絲solid wire
渡銅焊絲copper-plating welding wire
自保護焊絲self-shielded welding wire
藥芯焊絲flux-cored wire
複合焊絲combined wire
堆焊焊絲surfacing welding rod
填充焊絲filler wire
焊條electrode/ covered electrode
焊芯core wire
藥皮coating (of an electrode)/ covering(of an electrode)
塗料coating flux/coating material
造氣劑gas forming constituents
造渣劑slag forming constituents
合金劑alloying constituent
脫氧劑dioxidizer
穩弧劑arc stabilizer
粘接劑binder
水玻璃water glass
水玻璃模數modules of water glass
酸性焊條acid electrode
高鈦型焊條high titania (type) electrode
鈦鈣型焊條lime titania type electrode
鈦鐵礦形焊條ilmenite type electrode
氧化鐵型焊條iron oxide type electrode/ high ironoxide type electrode
高纖維素型焊條high cellulose (type) electrode
石墨型焊條graphite type electrode
鹼性焊條basic electrode/ lime type coveredelectrode
低氫型焊條low hydrogen type electrode
高韌性超低氫焊條high toughness super low hydrogenelectrode
奧氏體焊條austenitic electrode
鐵素體焊條ferritic electrode
不鏽鋼焊條stainless steel electrode
珠光體耐熱鋼焊條pearlitic heat resistant steelelectrode
低溫鋼焊條low temperature steel electrode/ steelelectrode for low temperature
鋁合金焊條aluminum alloy arc welding electrode
銅合金焊條copper-alloy arc welding electrode
銅芯鑄鐵焊條cast iron electrode with steel core
純鎳鑄鐵焊條pure nickel cast iron electrode
球墨鑄鐵焊條electrode for welding spheroidalgraphite cast iron
鑄芯焊條electrode with cast core wire
鎳基合金焊條nickel base alloy covered electrode
蒙乃爾焊條Monel electrode
純鐵焊條pure iron electrode
滲鋁鋼焊條alumetized steel electrode
高效率焊條high efficiency electrode
鐵粉焊條iron powder electrode
底層焊條backing welding electrode
深熔焊條deep penetration electrode
重力焊條gravity electrode
立向下焊條electrode for vertical down positionwelding
節能焊條saving energy electrode
水下焊條underwater welding electrode
耐海水腐蝕焊條seawater corrosion resistant steelelectrode
低塵低毒焊條low-fume and harmfulless electrode/
low-fume and low-toxic electrode
堆焊焊條surfacing electrode
耐磨堆焊焊條hardfacing electrode
鈷基合金堆焊焊條cobalt base alloy surfacing electrode
碳化鎢堆焊焊條tungsten carbide surfacing electrode
高錳鋼堆焊焊條high manganese steel surfacingelectrode
雙芯焊條twin electrode
絞合焊條stranded electrode
編織焊條braided electrode
雙層藥皮焊條double coated electrode
管狀焊條flux-cored electrode
氣渣聯合保護型藥皮semi-volatile covering
焊條工藝性usability of the electrode/technicality of the electrode
焊條使用性running characteristics of anelectrode/ operating characteristics of an electrode
焊條熔化性melting characteristics of anelectrode
焊條直徑core diameter
焊條偏心度eccentricity (of an electrode)
藥皮重量係數gravity coefficient of coating
焊條藥皮含水量percentage of moisture for covering
焊條夾吃持端bare terminal (of an electrode)
焊條引弧端striking end (of an elcetrode)
焊劑welding flux/ flux
熔煉焊劑fused flux
粘結焊劑bonded flux
燒結焊劑sintered flux/ agglomerated flux
窄間隙埋弧焊焊劑flux for narrow-gap submerged arcwelding
低氫型焊劑low hydrogen type flux
高速焊劑high speed welding flux
無氧焊劑oxygen-free flux
低毒焊劑low poison flux
磁性焊劑magnetic flux
電弧焊 arc welding
直流電弧焊 direct current arc welding
交流電弧焊 alternating current arc welding
三相電弧焊 three phase arc welding
熔化電弧焊 arc welding with consumable
金屬極電弧焊 metal arc welding
不熔化極電弧焊 arc welding with nonconsumable
碳弧焊 carbon arc welding
明弧焊 open arc welding
焊條電弧焊 shielded metal arc welding (SMAW)
重力焊gravity welding
躺焊 fire cracker welding
電弧堆焊 arc surfacing
自動堆焊 automatic surfacing
躺板極堆焊 surfacing by fire cracker welding
帶極堆焊 surfacing with band-electrode
振動電弧堆焊 vibratory arc surfacing
耐磨堆焊 hardfacing
埋弧焊 submerged arc welding (SAW)
多絲埋弧焊multiple wire submerged arc welding
縱列多絲埋弧焊 Tandem sequence (submerged-arcwelding)
橫列多絲埋弧焊 series submerged arc welding (SAW-S)
橫列雙絲並聯埋弧焊 transverse submerged arc welding
熱絲埋弧焊 hot wire submerged-arc welding
窄間隙埋弧焊 narrow-gap submerged arc welding
弧壓反饋電弧焊 arc voltage feedback controlling arcwelding
自調節電弧焊 self-adjusting arc welding
適應控制焊接 adaptive control welding
焊劑層 burden; flux layer
氣體保護電弧焊 gas shielded arc welding
保護氣體 protective atmosphere
惰性氣體 inert-gas
活性氣體 active-gas
惰性氣體保護焊 inert-gas (arc) welding
氬弧焊 argon arc welding
熔化極惰性氣體保護電弧焊 metal inert-gas arc welding
鎢極惰性氣體保護電弧焊 tungsten inert-gas arc welding
鎢極氫弧焊 argon tungsten arc welding
脈衝氫弧焊 pulsed argon arc welding
熔化極脈衝氫弧焊 argon metal pulsed arc welding
鎢極脈衝氫弧焊 argon tungsten pulsed arc welding
熱絲MIG焊 hot wire MIG welding
熱絲TIG焊 hot wire TIG welding
氨弧焊 helium-arc welding
活性氣體保護電弧焊 metal active-gas arc welding
混合氣體保護電弧焊 mixed gas arc welding
二氧化碳氣體保護電弧焊 carbon-dioxide arc welding; CO2 arcwelding
細絲CO2焊 CO2 arc welding with thinwire
粗絲CO2焊 CO2 arc welding with thickwire
磁性焊劑CO2焊 unionarc welding
藥芯焊絲CO2焊 arcos arc process; dualshield arc welding
氣電立焊 electrogas (arc) welding
氮弧焊 nitrogen-arc welding
水蒸氣保護電弧焊 water vapour arc welding
原子氫焊 atomic hydrogen welding
沖器室中電弧焊 controlled atmosphere arc welding
鏇轉電弧焊 rotating arc welding
短路過渡電弧焊 short circuiting arc welding
焊絲橫擺頻率 weaving speed of wire
焊絲停擺時間 electrode keep time of slider
等離子弧焊 plasma arc welding (PAW)
等離子弧 plasma arc
等離子流 plasma jet
轉移弧 transferred arc
非轉移弧 nontransferred arc
聯合型等離子弧 combined plasma arc
主弧 main arc
維弧 pilot arc
維弧電流 pilot arc surrent
雙弧現象 double arcing
雙弧臨界電流 critical current of double arcing
等離子弧焊槍 plasma (welding) torch
壓縮噴嘴 constricting nozzle
單孔噴嘴 single port nozzle
多孔噴嘴 multiport nozzle
壓縮噴嘴孔徑 orifice diameter
孔道長度 orifice throat length
孔道比 orifice throat ratio
等離子氣 plasma gas; orifice gas
電極內縮長度 electrode setback
小孔效應 keyhole effect
小孔型等離子弧焊 keyhole-mode welding
熔透型等離子弧焊 fusion type plasma arc welding
大電流等離子弧焊 high-current plasma arc welding
中電流等離子弧焊 intermediate-current plasma arcwelding
小電流等離子弧焊 low-current plasma arc welding
微束等離子弧焊 micro-plasma arc welding
交流等離子弧焊 AC plasma arc welding
脈衝等離子弧焊 pulsed plasma arc welding
等離子弧堆焊plasma arc surfacing
熱絲等離子弧堆焊 hot wire plasma arc surfacing
粉末等離子弧堆焊 plasma arc powder surfacing
等離子-熔化極惰性氣體保護電弧焊 plasma MIG welding
轉移弧電源 transferred arc power supply
非轉移弧電源 nontransferred arc power supply
電弧焊設備 arc welding equipment
電弧焊機 arc welding machine
直流弧焊機 DC arc welding machine
交流弧焊機 AC arc welding machine
交直流兩用弧焊機 AC/DC arc welding machine
單站弧焊機 single operator arc welding machine
多站弧焊機 multi-operator arc welding set
固定式弧焊機 stationary arc welding machine
移動式弧焊機 portable arc weldingmachine
台式弧焊機 bench arc welding machine
內燃機驅動式弧焊機 combustion engine driven arc weldingset
電動機驅動式弧焊機 motor driven arc welding set
熔化極弧焊機 arc welding machine using aconsumable electrode
不熔化極弧焊機 arc welding machine using anon-consumable electrode
脈衝弧焊機 pulsed arc welding machine
氣體保護弧焊機 gas shielded arc welding machine
氬弧焊機 argon arc welding machine
二氧化碳弧焊機 CO2 arc welding machine
鎢極惰性氣體保護弧焊機 tungsten inert-gas welding machine
熔化仍惰性氣體保護弧焊機 metal inert-gas welding machine
氣電立焊機 electrogas (arc) welding machine
等離子弧焊機 plasma arc welding machine
微束等離子弧焊機 micro-plasma welding equipment
原子氫焊機 atomic hydrogen welding apparatus
埋弧焊機 submerged arc welding machine
弧焊電源 arc welding power source
直流弧焊電源 DC arc welding power source
交流弧焊電源 AC arc welding power source
交直流兩用弧焊電源 AC/DC arc welding power source
脈衝弧焊電源 pulsed arc welding power source
上升特性弧焊電源 rising characteristic arc weldingpower source
平特性弧焊電源 constant –voltage arc welding powersource
下降特性弧焊電源 dropping characteristic arc weldingpower source
垂降特性弧焊電源 constant-current arc welding powersource
多特性弧焊電源 slope-controlled arc welding powersource
逆變式焊接電源 inverter welding power source
電晶體弧焊電源 transistor arc welding power source
電源動特性 dynamic characteristic
電源外特性 external characteristic
弧焊變壓器 arc welding transformer
弧焊整流器 arc welding rectifier
矽弧焊整流器 silicon arc welding rectifier
晶閘管弧焊整流器 SCR arc welding rectifier; arcwelding silicon controlled rectifier
脈衝弧焊整流器 pulsed arc welding rectifier
弧焊發電機 arc welding generator
焊車 welding tractor
焊接機頭 welding head
行走機構 traveller
送絲機構 wire feeder
等速送絲方式 constant wire-feed system
變速送絲方式 alternate wire-feed system
跟蹤裝置tracer
焊絲盤 wire reel
焊鉗 electrode holder
焊槍 welding gun
電極夾 electrode holder
導電嘴 tip; contact tube
噴嘴 nozzle
焊劑漏斗 flux-hopper
高頻振盪器 oscillator; HF unit
脈衝引弧器 pulsed arc starter; surge injector
脈衝穩弧器 pulsed arc stabilizer
脈衝激弧器 pulsed arc exciter
輸出電抗器 out put reactor
鎮定變阻器 ballast rheostat
直流分量抑制器 direct current suppressor
焊接迴路 welding circuit
額定焊接電流 rated welding current
焊接電流調節範圍 range of welding current regulation
空載電壓 open circuit voltage(no load voltage)
約定負載電壓 conventional load voltage
負載持續率 duty cycle
額定負載持續率 rated duty cycle; standard service
手工弧焊機 manual arc welding machine
電焊渣 electroslag welding (ESW)
手工電渣焊 manual electroslag welding
絲極電渣焊 electroslag welding with wireelectrode
板極電渣焊 electroslag welding with plateelectrode
熔嘴電渣焊 electroslag welding with consumablenozzle
管極電渣焊 electroslag welding with tubeelectrode
窄間隙電渣焊 narrow-gap electroslag welding
電渣堆焊 electroslag surfacing
電渣焊機 electrosalg welding machine
熔嘴 consumable nozzle; consumable wire
鋼檔板 steel shoe (
鋼冷卻板 Cu-cooling plate
銅滑板copper shoe
渣池slag bath
渣池深度depth of slag bath
渣池電壓voltage of slag bath
電渣過程穩定性electroslag process stability
焊絲間距distance between welding wires
電子束焊electron beam welding (EBW)
脈衝電子束焊pulsed electron beam welding
加速電壓acceleration voltage/ operatingvoltage
電子束電流beam current
電子束功率beam power
電子束功率密度beam power density
焦點focal spot
焦距focal length
工作距離work distance
電子束焊機electron beam welding machine
高真空電子束焊機full vacuum electron beam welder
低真空電子束焊機partial vacuum electron beam welder
非真空電子束焊機nonvacuum electron beam welder
真空度vacuum
電子槍electron gun
二極電子槍diode gun
三極電子槍triode gun
偏壓電極bias electrode
電磁透鏡electromagnetic lens
電子束偏轉線圈electron beam deflection coils
導流係數perveance
釘尖spiking
雷射焊laser welding/ laser beam welding
連續雷射焊continuous laser welding
脈衝雷射焊impulsed laser welding
雷射焊機laser welding equipment
氣體雷射器gas laser
固體雷射器solid laser
焦斑直徑focussed diameter of the beam
離焦量clearance between focal point and(plate) surface
焊縫深寬比weld seam depth-to-width ratio
