
決定因素
工序是產品形成的基本環節,工序質量是多種因素共同作用下的結果。
工序質量一般是由操作者、機器設備、原材料、工藝方法、測量、環境等六大因素(5M1E)決定。如果這五大因素配合適當則能保證產品質量的穩定,反之則出現不合格產品。
1、操作者(Man):操作工人的文化程度、技術水平、勞動態度、質量意識和身體狀況等。
2、機器設備(Machine):設備及工藝裝備的技術性能、工作精度、使用效率和維修狀況等。
3、材料(Material):原材料及輔助材料的性能、規格、成分和形狀等。
4、方法(Method):工藝規程、操作規程和工作方法等。
5、測量(Measurement):測量器具和測量方法等。
6、環境(Environment):工作地的溫度、濕度、照明、噪音和清潔衛生等。
圍繞5M1E企業形成了多項管理職能。如關於“人”的管理或工作,構成包括招聘、培訓、激勵等在內的人力資源管理;“料”的管理或工作,構成包括採購、倉儲、檢驗等在內的多項職能。如圖1所示。這些職能工作的質量狀況,都將通過5M1E傳遞表現為工序質量的狀況。
工序質量控制的重要方法是通過控制5M1E來控制工序質量。反推過來,通過對工序質量的評價,就可揭示5M1E的管理狀況,進而促進相關職能工作的改善。工序質量是檢驗企業質量管理是否具備真功夫的試金石,抓住工序質量能切實帶動其他諸多職能工作的改進。
兩種狀態
工序質量的狀態有兩種:受控與失控,而作為質量管理人員要做的就是將工序質量的狀態保持在受控狀態,但由於5M1E因素的影響,工序質量波動是不可避免的。因此,這就需要及時、正確地掌握生產過程的質量狀態,並對其實施動態控制。
生產過程中質量波動的綜合體現是工序質量特性值的波動。在受控狀態下,這種波動的統計規律性可以用常態分配隨機變數來近似描述。至於常態分配的兩個分布參數則需要通過總體的隨機樣本來進行估計。
受控狀態
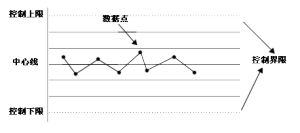 受控狀態
受控狀態從圖中可見,黑點依機率散布在中心線兩側,沒有任何系統性規律,且都介於上、下控制限之間。
失控狀態
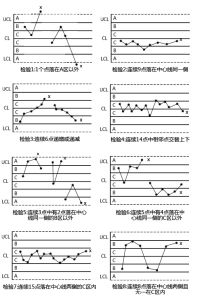 失控狀態
失控狀態不論是何種形式的失控狀態,都表示存在導致質量失控的系統性因素。工序控制的基本要求是:一旦發現工序質量失控,就應立即查明原因,採取措施,使生產過程儘快恢復受控狀態,儘可能減少因過程失控所造成的質量損失。
