
介紹
均熱爐是在初軋前 把鋼錠加熱或保溫一定時間,通過熱擴散使鋼錠內部溫度均勻而適於金屬塑性加工用的坑式爐。爐膛為長方體形,鋼錠在爐內豎放。通常由 幾個爐坑組成一組,共用一套控制 系統。多數使用氣體燃料加熱,也可 用重油。均熱爐是周期性工作的,其 溫度制度和供熱制度隨時間變化。 均熱爐主要用於均熱脫膜後的熱鋼 錠,也可加熱冷鋼錠。在充分利用鋼錠潛熱的情況下,單位熱耗可為(21 ~30)×10 J/t。按結構特點,均熱 爐可分為蓄熱式、換熱式和電均熱爐。
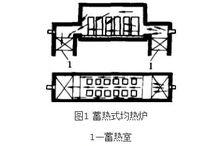
蓄熱式均熱爐
屬於老式均熱爐 (圖1)。爐的兩側設蓄熱室,燃氣和空氣交替通過蓄熱室,在燃燒室內燃燒,對鋼錠進行加熱。優點是燒鋼塊,產量高,燃耗低,可用低發熱值煤氣,爐底溫度高可液體出渣(見化爐底)。缺點是爐溫不均,易使鋼錠產生過熱或過燒,且有可能將鋼錠角部燒化,燃燒不完全,金屬燒損較大,目前已不採用。
 均熱爐
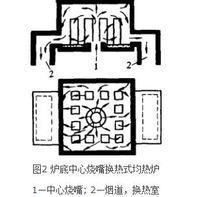
均熱爐爐底中心燒嘴換熱式均熱爐
如圖2所示,在爐膛底部中心設有燒嘴,鋼錠排放在其周圍。燃氣從燃燒口垂直上升,至頂蓋反回後從爐子兩側進入煙道及換熱器。這種均熱爐的優點是燃氣流向對稱,循環很好,爐內溫度分布均勻。缺點是爐底有效面積減小,降低了單位面積的生產能力; 爐頂壽命短,易燒壞。
 均熱爐
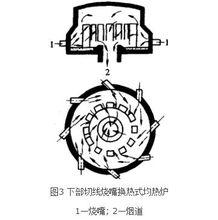
均熱爐下部切線燒嘴換熱式均熱爐
此爐下部切線方向裝有若干個燒嘴 (圖3),爐內溫度分布極佳,可使鋼錠底部得到充分加熱。為使火焰不與鋼錠直接接觸,火焰應極短,要求使用高發熱值燃料; 但由於燒嘴數量多,保養、維修和調整較麻煩。廢氣由爐底中間排出,影響爐底強度。
 均熱爐
均熱爐下部雙向燒嘴換熱式均熱爐
為提高鋼錠下部及鋼錠相對面的溫度,將鋼錠之間的空間當做燃燒室(圖4),燃氣在爐內循環之後從燒嘴兩側的排氣口排出。使用這種爐子的關鍵是鋼錠的擺放不得與火焰直接接觸,由此導致爐底面積不能充分利用。
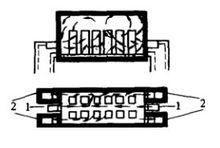 圖4 下部雙向燒嘴換熱式均熱爐
圖4 下部雙向燒嘴換熱式均熱爐上部雙向燒嘴換熱式均熱爐
如圖5所示,該爐一般帶有耐火磚換熱器,燃料通過燒嘴在鋼錠上部燃燒室里燃燒,燒嘴結構多採用長火焰式。為使燃氣產生旋轉運動,對角線上的兩個燒嘴布置在同一水平面上,並帶有一定坡度。這種雙向燒嘴均熱爐因其一側的換熱器及燒嘴占用過多的主廠房面積而被單側燒嘴換熱式均熱所取代。
 均熱爐
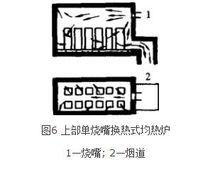
均熱爐上部單燒嘴換熱式均熱爐
頂部一側設有一個燒嘴,在鋼錠上部燃燒室中進行燃燒(圖6)。為使爐內溫度分布均勻,一般採用高速可調火焰長度的燒嘴,煙道設在燒嘴的下部,可使爐內火焰上下方向循環流動。這種爐子因容量大,燃燒均勻,占用主廠房面積小,縮短鋼錠車運錠距離而被初軋廠廣泛採用。
 均熱爐
均熱爐