
定義
圓跳動公差分為徑向圓跳動、端面圓跳動和斜向圓跳動,其中最常用的是端面圓跳動公差。
(1) 徑向圓跳動
公差帶定義:公差帶是在垂直於基準軸線的任一測量平面內,半徑差為公差值t,且圓心在基準軸線上的兩個同心圓之間的區域。
fd圓柱面繞基準軸線作無軸向移動迴轉時,在任一測量平面內的徑向跳動量均不得大於公差值0.05mm。
(2) 端面圓跳動
公差帶定義:公差帶是在與基準軸線同軸的任一半徑位置的測量圓柱面上沿母線方向距離為公差值t的兩圓之間的區域。 當被測件繞基準軸線無軸向移動鏇轉一周時,在被測面上任一測量直徑處的軸向跳動量均不得大於公差值0.05mm。
(3) 斜向圓跳動
公差帶定義:公差帶是在與基準軸線同軸,且母線垂直於被測表面的任一測量圓錐面上,沿母線方向距離為公差值t的兩圓之間的區域,除特殊規定外,其測量方向是被測面的法線方向。
測量方法
1、傳統測量方法
1)測量儀器
百分表、表座、表架、V 形塊、被測件、全棉布數塊、頂尖 。
2)測量步驟
a.將被測零件放在 V 形塊上 ,基準軸線由 V 形塊模擬 ,並在軸向固定 。
b.將百分表安裝在表架上 ,緩慢移動表架 ,使百分表的測量頭與被測端面接觸 ,並保持垂直 ,將指針調零 ,且有一定的壓縮量 。
c.緩慢而均勻地轉動工件一周 ,並觀察百分表指針的波動 ,取最大讀數 Mimax 與最小讀數 Mmin 的差值 ,作為該直徑處的端面圓跳動誤差 Δi 。
d.按上述方法 ,在被測端面四個不同直徑處測量(直徑 A 、B、C、D) ,取測量端面不同直徑上測得的跳動量中的最大值 ,作為該零件的端面圓跳動誤差 。
e.根據圖紙所給定的公差值 ,判斷零件是否合格 。
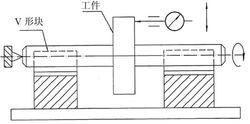 端面圓跳動測量方法示意圖
端面圓跳動測量方法示意圖f.完成檢測報告 ,整理實驗器具 。
2、數據採集儀連線百分表測量法
1)測量儀器:偏擺儀、百分表、數據採集儀
 數據採集儀連線百分表測量端面圓跳動
數據採集儀連線百分表測量端面圓跳動2)測量原理:數據採集儀會從百分表中自動讀取測量數據的最大值跟最小值,然後由數據採集儀軟體里的計算軟體自動計算出所測產品的端面圓跳動誤差,最後數據採集儀會自動判斷所測零件的端面圓跳動誤差是否在端面圓跳動公差帶範圍內,如果所測誤差值大於公差值時,採集儀會自動發出報警功能,提醒相關操作人員該產品不合格。
優勢:
1)無需人工用肉眼去讀數,可以減少由於人工讀數產生的誤差;
2)無需人工去處理數據,數據採集儀會自動計算出端面圓跳動誤差值。
3)測量結果報警,一旦測量結果不在端面圓跳動公差帶時,數據採集儀就會自動報警。
非常普遍的工程式。
