
定義
可程式序控制器,採用可程式序的存儲器並具有邏輯、順序和數值運算等功能的順序控制器,也稱可程式序式控制器,英文縮寫PC。利用它可以方便地編製程序,使工業設備實現順序控制。美國在1969年研製成世界上第一台可程式序控制器。此後可程式序控制器的發展經歷了三個階段:
①採用固定(硬)布線方式,以代替電磁繼電器盤;
②以邏輯控制為主,採用不固定(軟)布線方式,在此之前這類控制器又稱可程式序邏輯控制器;
③採用內部裝有程式的存儲器,程式變動十分容易。1985年生產的可程式序控制器已普遍採用計算機技術,它除了存
儲容量小、輸入輸出通道以開關量為主和程式語言不同外,與一般微型計算機系統已十分相似。
結構原理
 組成結構
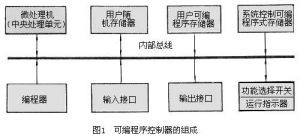
組成結構可程式序控制器的一般硬體結構由6個基本部分組成:
①通用微處理機(中央處理單元)。它用來實現算術和邏輯運算,是可程式序控制器的核心部分,通常採用8位、16位通用微處理機或單片微處理機。
②存儲器。它一般配置隨機存儲器 (RAM)存儲數據和配置可程式序唯讀存儲器(EPROM)存儲程式。
③輸入輸出接口。
④功能選擇開關。
⑤運行指示器。
⑥編程器。
它既可與可程式序控制器組成一體也可獨立於外。控制程式通過編程器轉換為二進制指令代碼存入可編唯讀存儲器中。控制器運行時,機器內部不斷循環“掃描“,在每次“掃描”中,中央處理單元的運算器按指令計數器加 1的順序逐條讀取程式存儲器中的指令,並予以執行。處理一條指令時,一方面對所有輸入開關量採樣,並存入輸入接口的輸入暫存器中,另一方面根據指令規定的操作內容,對相應的輸入輸出開關量和中間變數進行邏輯運算,然後按照運算結果控制相應輸出接口暫存器或中間變數暫存器,再由輸出暫存器控制輸出單元的通、斷狀態。一條指令執行完畢,運算器立即取出並執行下一條指令。“掃描”一遍全部指令通常只需要幾毫秒至幾十毫秒。可程式序控制器編製程序比計算機容易得多,不需要很高的編程技術。程式調試完畢後可通過寫入裝置寫入可程式序唯讀存儲器內。只要將其插入控制器的插座內,控制器便能按其中的程式工作。可程式序控制器還常備有不同的選件,供用戶按控制對象的不同需要選用。
主要特點
可程式序控制器在硬體配置上與單板微型機類似,但為了適應在工業環境中套用,一般具有以下四個特點:
①可靠性高。採用固態器件,輸入和輸出均經光電耦合與繼電器隔離,有較高的抗干擾能力,能在環境惡劣的生產現場使用,並有停電保護和自診斷等功能。
②輸入輸出模組化。具有多種輸入和輸出類型,可直接驅動近百瓦交直流負載。輸入輸出點數,常以8、16、32為一模組單元,根據控制規模和類型進行組合和擴充。
③有獨立的編程器。大多數可程式序控制器沿用了過去繼電器順序控制的設計方法,採用繼電器梯形圖符編程,且有字元或圖形顯示。只要修改程式,即可對不同的控制對象進行控制。
④有較強的控制功能和較大的控制規模。通常以存儲容量和輸入輸出點數來劃分檔次。小型可程式控制器只具有順序控制功能,存儲容量不大於1K字,輸入輸出不大於64點。中型可程式控制器增加了算術運算、中斷處理、通信接口、故障診斷和模擬量輸入輸出等功能,並能使用高級語言BASIC或PASCAL編程,存儲容量為1~4K字,輸入輸出不大於512點。大型可程式控制器具有更強的控制功能,存儲容量大於8K字,輸入輸出大於1024點。
套用領域
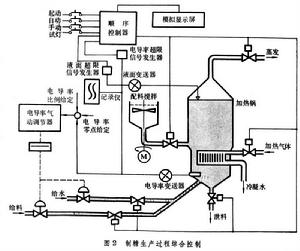
可程式序控制器已廣泛用於電力、鋼鐵、石油、化工、機械加工、輕工業等領域的生產過程順序控制,並從取代小型順序控制設備的繼電器盤發展成大型多功能控制設備的重要控制手段。工業生產中的非連續生產過程、複雜設備的起停、緊急情況的處理,例如高爐裝料、機械加工自動線和電站設備的安全起停等,都要求斷續的開關量控制。順序控制器在這類非連續生產過程中套用很廣。但是許多生產過程常常需要順序控制和連續控制相結合的綜合控制。圖2是套用這種控制器實現製糖生產過程自動控制的例子,系統中的順序控制器控制生產過程中各程式段的閥門開閉,而電導率氣動調節器則根據電導率檢測信號與給定值的偏差,在裝料期間對給水和給料的比率進行控制。圖3是用順序控制器組成的多級分散式系統,它可與化工、石油等生產過程、生產自動線、自動化倉庫、輸送設備、工業機器人等受控、監視對象直接連線。順序控制器可以分散設定在系統的終端,直接處理生產過程中的一些問題,從而減輕和分散大型計算機的負擔。多級分散式系統不僅能減少大量的長距離電纜,同時還能大大提高系統處理的速度、靈活性和可靠性。
發展趨勢
 可程式序控制器
可程式序控制器