測試過程
焊接過程
焊接過程大致分為三個階段。其中一個過程是擴散,基地金屬的溶解和最終金屬間化合物的形成。為了能夠進行焊接,焊接材料首先需要加熱成液態,然後熔融的焊料才會潤濕基底金屬的表面,這個過程現實世界中的任何潤濕現象都一致。他們之間的關係也就滿足所謂的楊氏方程:γsf=γls+γlfcosθ
楊氏方程定義
界面化學的基本方程之一。
它是描述固氣、固液、液氣界面自由能γsv,γSL,γLv與接觸角θ之間的關係式,亦稱潤濕方程,表達式為:γsv-γSL=γLvCOSθ。
該方程適用於均勻表面和固液間無特殊作用的平衡狀態。
在這個公式中:
γsf表示基底金屬和助焊劑流體之間的界面張力
γls表示熔融的焊料和基底金屬之間的界面張力
γlf表示熔融的焊料和助焊劑流體中間的界面張力
θ表示液體焊料和基底之間形成的接觸角度
我們通常期望一個良好的焊縫,這樣可以減少應力集中。也就是說我們需要一個較小的潤濕角度θ,從而最終保證如前所述的應力的集中和優良的冶金潤濕性。
可焊性的評估
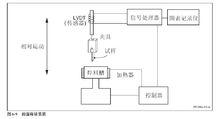 IPC-J-STD-002C對可焊性測試儀結構的描述
IPC-J-STD-002C對可焊性測試儀結構的描述事實上對可焊性的評估,國際上各大標準組織IEC,IPC,DIN,JIS等推薦了各種方法,但是無論從試驗的重複性和結果的易於解讀性,潤濕平衡法(wetting balance)都是目前公認的進行定性和定量分析的可焊性測試方法。
在錫焊的過程中將焊料、焊件與銅箔在焊接熱的作用下,焊件與銅箔不熔化,焊料熔化並濕潤焊接面,從而引起焊料金屬的擴散形成在銅箔與焊件之間的金屬附著層,並使銅箔與焊件連線在一起,就得到牢固可靠的焊接點,以上過程為相互間的物理作用過程的效果。
在評判依據上,IPC給出明確標準如下:
 IPC-J-STD-002C評判標準
IPC-J-STD-002C評判標準可焊性測試
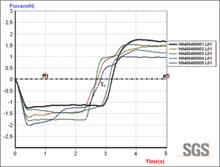 Wetting balance curve
Wetting balance curve產品分為 1)有鉛 2)無鉛
· 參考標準:
· Edge dip test 浸錫:J-STD-003 TEST A(鉛錫)/J-STD-003 TEST A1(無鉛)
· Solder float test 浮錫:J-STD-003 TEST C(鉛錫)/J-STD TEST C1(無鉛)
· Wave solder test 波峰焊:J-STD-003 TEST D
· Wetting Balance(濕潤平衡): J-STD-003 TEST F(鉛錫)/J-STD-003 TEST F1(無鉛)
· Solderability for Metallic Surface(金屬表面可悍性):IPC-TM-650 2.4.14
測試標準
J-STD-002B 2003-2 元件、接線片、端子可焊性測試
J-STD-003B(2007-3)印刷電路板可焊性測試
IPC-TM-650 2.4.14金屬表面可焊性
IPC-TM-650 2.6.8 熱應力試驗
GB/T 4677 印製板測試方法
IEC60068-2-58/ IEC60068-2-20 可焊性及熱應力試驗
GB2423.28電工電子產品基本環境試驗規程
GB2423.32電工電子產品基本環境試驗規程
MIL-STD-202G 方法208H 可焊性試驗
MIL-STD-202G Mehtod 210F 熱應力試驗
MIL-STD-883G 2003.7 可焊性試驗
目的及意義
可焊性測試一般是用於對元器件、印製電路板、焊料和助焊劑等的可焊接性能做一個定性和定量的評估。在電子產品的裝配焊接工藝中,焊接質量直接影響整機的質量。因此,為了提高焊接質量,除了嚴格控制工藝參數外,還需要對印製電路板和電子元器件進行科學的可焊性測試。
通過實施可焊性測試,幫助企業確定生產裝配後的可焊性的好壞和產品的質量優劣。微譜技術在實踐操作中,進一步豐富了對印製電路板等元器件的可焊性測試技術手段,明確了影響可焊接性的內在因素,對製造業的技術工程師提高產品質量和零缺陷的焊接工藝給予了極大的幫助。
