化學纖維紡絲
正文
紡絲方法 成纖聚合物在溶劑中溶解成溶液,或將成纖聚合物切片在螺桿擠出機中加熱熔融成熔體,經紡前準備工序後入紡絲機,用紡絲泵(計量泵)將紡絲溶液或熔體定量、連續、均勻地從噴絲頭的細孔壓出,這種細流在水、凝固液或空氣中固化,生成初生纖維,此過程即纖維成形。在紡絲過程中,成纖聚合物要發生幾何形態和物理形態的變化,如聚合物的溶解或熔化,紡絲流體的流動和形變,絲條固化過程中的膠凝、結晶、二次轉變和拉伸流動中的大分子取向,以及過程中的擴散、傳熱和傳質等。紡制人造纖維(粘膠纖維、銅氨纖維)時,還發生化學結構的變化。這些變化彼此影響,故改變紡絲條件,可在一定範圍內改變所得纖維的物理機械性能。
常用紡絲方法 有熔體紡絲和溶液紡絲兩類。通常在熔融狀態下不發生顯著分解的成纖聚合物採用熔體紡絲,例如聚酯纖維、聚醯胺纖維等。熔體紡絲過程簡單,紡絲速度高。溶液紡絲法適用於熔融時要分解的成纖聚合物,將成纖聚合物溶解在溶劑中製得粘稠的紡絲液,然後進行紡絲。按從噴絲孔擠出的紡絲液細流的凝固方式,溶液紡絲又分為濕法紡絲和乾法紡絲兩種。溶液紡絲紡速較低,尤其是濕法紡絲。為提高紡絲能力,需採用孔數很多的噴絲頭。乾法紡絲的紡速高於濕法紡絲,但遠低於熔體紡絲。
新型紡絲方法 在工業上套用的新型紡絲方法,主要有乾噴濕紡法、乳液或懸浮液紡絲法、膜裂紡絲法。
①乾噴濕紡法 又稱乾濕法紡絲,是乾法與濕法相結合,將紡絲液從噴絲頭壓出,先經過一段空間,然後進入凝固浴槽,從凝固浴槽導出初生纖維。
與一般濕法紡絲比較,乾噴濕紡法的紡絲速度要高若干倍,還可採用孔徑較大(0.5~0.3mm)的噴絲頭,同時採用濃度較高、粘度較大的紡絲溶液,顯著提高了紡絲機的生產能力。目前,這種紡絲方法已在聚丙烯腈纖維、芳香族聚醯胺纖維等生產中得到套用。
②乳液紡絲法 又稱載體紡絲法,是將聚合物分散於某種可紡性較好的物質(作載體)中呈乳液狀態,然後按載體常用的方法紡絲。載體常用粘膠或聚乙烯醇水溶液,所以乳液紡絲工藝類似於濕法紡絲。得到的初生纖維經拉伸後在高溫下燒結,載體炭化,聚合物顆粒在接近粘流溫度下被粘連形成纖維。適宜於乳液紡絲的成纖聚合物應具有高於分解溫度的熔點,沒有合適的溶劑使其溶解或塑化,因而無法製成熔體和紡絲溶液。目前,該法在聚四氟乙烯纖維等的生產中已得到套用。
③膜裂紡絲法 是將聚合物先製成薄膜,然後經機械加工方式製得纖維。根據機械加工方式不同,所得纖維又分為割裂纖維和撕裂纖維兩種。割裂纖維又稱為扁絲,其加工方式是將薄膜切割成一定寬度的條帶,再拉伸數倍,並卷繞在筒子上得到成品。撕裂纖維的加工方式是將薄膜沿縱向高度拉伸,使大分子沿軸向充分取向,同時產生結晶,再用化學和物理方法使結構鬆弛,並以機械作用撕裂成絲狀,然後加捻和捲曲獲得成品。前者纖維較粗,用於代替麻類作包裝材料。後者纖維稍細,用於製作地毯和繩索。目前,套用於聚丙烯纖維等生產。
此外,為紡制具有特殊性能纖維的需要,還發展了,若,乾其他紡絲方法,例如:凍膠紡絲法(將濃聚合物溶液或塑化的凍膠從噴絲頭細孔擠出到某氣體介質中,細流冷卻,伴隨溶劑揮發,聚合物固化得到纖維,又稱半熔體紡絲);相分離紡絲法(以聚合物溶液作為紡絲原液,通過改變溫度使紡絲液細流固化);閃蒸紡絲法(聚合物在高溫高壓下溶解於特殊溶劑中,原液細流出噴絲頭時溶劑閃蒸而形成纖維);噴霧凝固紡絲法(紡絲溶液被壓入封閉室內,受噴入室內的霧狀凝固劑作用形成纖維);靜電紡絲法(聚合物熔體或其在揮發性溶劑中的溶液在靜電場中形成纖維);液晶紡絲法(用處於液晶狀態的溶液紡絲),等等。
初生纖維的後處理 在紡絲工序得到的未經拉伸的絲條,統稱初生纖維。其結構尚不完善和穩定,物理-機械性能也差,尚不宜於紡織加工。因此,必須經過後處理工序,其流程隨纖維品種和類型(長絲、短纖維等)而異。拉伸和熱定形直接影響成品纖維結構和性能,是後處理各種流程中不可缺少的主要工序。用濕法紡絲得到的纖維還要經過水洗,以除去附著的凝固浴液和溶劑;生產短纖維時需要進行捲曲和切斷;生產長纖維則需要進行加捻、絡筒等。這些工序對纖維超分子結構的改變不大,因而對性能的影響較小。為賦予纖維以某些特殊的性能,如抗皺、耐熱水、蓬鬆、回彈等性能,還需在後處理過程中進行一些特殊加工。
拉伸 又稱纖維二次成形。後處理過程中最重要的工序。紡絲後得到的卷繞絲或經集束後的大股絲束在拉伸機上進行拉伸,使大分子沿纖維軸向取向排列,同時發生結晶,以進一步提高初生纖維的結晶度,或改變晶型結構,形成一定的超分子結構,從而顯著提高纖維強度。
生產短纖維時,拉伸在幾台速度不同的拉伸機之間進行。隨纖維品種不同,拉伸方式有:一道拉伸和多道拉伸、冷拉伸和熱拉伸、濕熱拉伸和乾熱拉伸等。拉伸介質可用空氣、蒸汽、水浴、油浴或其他浴液。拉伸溫度、拉伸介質、拉伸速度和多級拉伸配比等工藝條件對所得纖維的結構和性能有很大影響,常需正確選擇。另外,為了得到纖度和其他物理-機械性能均勻的纖維,拉伸點(絲條上細頸開始出現的位置)必須固定。否則會形成拉伸不足或未拉伸纖維,所得纖維粗細不一,染色不勻。
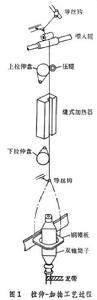
生產長絲時,卷繞絲經存放平衡後,在拉伸-加捻機上進行拉伸。根據不同品種的要求,拉伸-加捻機有單區拉伸和雙區拉伸兩類。如生產滌綸、高強力錦綸,採用雙區拉伸(圖1),頭道拉伸發生在餵入輥與上拉伸盤之間,稱為常溫拉伸;二道拉伸則發生在上下拉伸盤之間,稱為熱拉伸。上拉伸盤也稱熱盤,上下拉伸盤之間有加熱板或縫式加熱器,拉伸後絲條穿過導絲鉤、鋼領圈而卷繞於插在鋼領板的雙錐筒子上。
 化學纖維紡絲
化學纖維紡絲熱定形可在張力或無張力下進行。前者稱緊張熱定形(包括定張力熱定形和定長熱定形);後者稱鬆弛熱定形。兩者的工藝條件以及所得纖維的結構、性能均不同。
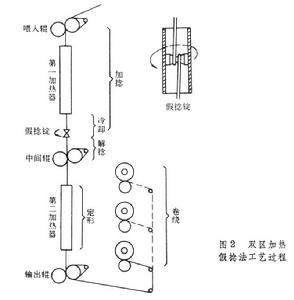
此外,合成纖維長絲(特別是聚酯纖維和聚醯胺纖維)可用於製造彈力絲(見化學纖維)。彈力絲的加工方法很多,有假捻法、填塞箱法、賦形法、空氣噴射法等,其中假捻法套用最廣泛,它可一次完成絲條的加捻、定形和退捻(圖2)。此法工藝簡單,所得絲條具有三維的螺鏇形捲曲,質量好。
 化學纖維紡絲
化學纖維紡絲