
介紹
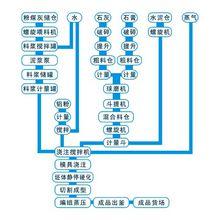
 加氣塊設備工藝流程
加氣塊設備工藝流程加氣塊 特點介紹: 加氣塊設備生產的產品是一種輕質多孔、保溫隔熱、防火性能良好、可釘、可鋸、可刨和具有一定抗震能力的新型建築材料。早在三十年代初期,我國就開始生產這種產品,並廣泛使用於上海國際飯店、上海大廈、福州大樓、中國人民銀行大樓等高低層建築中。是一種優良的新型建築材料。並且具有環保等優點。
加氣塊重量輕
加氣塊混凝土砌塊一般重量為500-700千克/立方米,只相當於粘土磚和灰砂磚的1/4-1/3,普通混凝土的1/5,是混凝土中較輕的一種,適用於高層建築的填充牆和低層建築的承重牆。使用這種材料,可以使整個建築的自重比普通磚混結構建築的自重降低40%以上。由於建築自重減輕,地震破壞力小,所以大大提高建築物的抗震能力。 每個好的建築都是由優質的建築材料,質量輕的建築材料,這樣降低了自重,有很好的效果!
抗壓能力
經實驗,加氣塊抗壓強度大於25千克/平方厘米,相當於125號粘土磚和灰砂磚的抗壓強度。
加氣塊加工性能好
加氣塊具有很好的加工性能。能鋸、能刨、能釘、能銑、能鑽。並且能在製造過程中加鋼筋。給施工帶來了很大的方便與靈活性。
加氣塊 耐高溫
加氣塊混凝土在溫度為600℃以下時,其抗壓強度稍有增長,當溫度在600℃左右時,其抗壓強度接近常溫時的抗壓強度,所以作為建築材料的加氣混凝土的放火性能達到國家一級放火標準。
加氣塊隔音性能好
從加氣混凝土氣孔結構可知,由於加氣混凝土的內部結構象麵包一樣,均勻地分布著大量的封閉氣孔,因此具有一般建築材料所不具有的吸音性能。
加氣塊有利於機械化施工
就情況來看,預製加氣混凝土拼裝大板可節省成品堆放場地;節約砌築人工;減少了濕作業;加快了現場施工進度,提高了施工效率。
加氣塊適應性強
可根據當地不同原材料,不同條件來量身定造。原材料可選擇河砂、粉煤灰、礦砂等多種,因地制宜。並且可以廢物利用,有利環保,真正的變廢為寶。
生產線
| 序號 | 名稱型號規格 | 主要技術參數 | 單位 | 數量 | 作用與用途 |
| 1 | 顎式破碎機 PE250x400 | 進料粒度:210mm 調整範圍:20-80mm 主軸轉速:310 產量:5-20t 功率:15kw | 台 | 1 | 主要用於對生石灰塊的破碎,達到球磨機的進料粒度進行研磨,保證石灰粉的細度產量。 |
| 2 | 斗式提升機 TH250x11m | 最大粒度:35mm 運行速度:1.25m 斗距:400mm 產量:16 m3 功率:5.5kw | 台 | 1 | 主要用於把破碎好的生石灰粒提升輸送到料倉。在生產線中共需兩台,一台用來提升輸送生石灰粒;一台用來提升輸送生石灰粉。 |
| TH250x19m | 台 | 1 | |||
| 4 | 電磁給料機 GZ1 | 給料粒度:≤50mm 雙振幅:1.75mm 功率:0.15kw | 台 | 1 | 用於給球磨機餵料。該機裝在料倉底部,平穩的振幅、均勻的給料。 |
| 5 | 球磨機 Ø1.5x5.7m | 筒體轉速:32r/min 給料粒度:≤25mm 產量:3.5-8t 功率:115kw | 台 | 1 | 主要用於生石灰的磨碎工作。 |
| 9 | 滾筒篩 SG1015 | 篩筒直徑:1000mm 篩筒長度:1500mm 篩網孔徑:8mm 功率:1.5kw | 台 | 1 | 主要用於料漿過濾。把沒開散的塊狀和雜物篩分出來,保證砌塊的質量。 |
| 12 | 螺鏇輸送機 XL250x3.5m | 轉速:60r/min 輸送能力:14.8T/h 電機:1.5kw | 台 | 1 | 主要用於把料倉中的水泥和石灰輸送至計量罐內。該生產線中共需兩台;一台用來輸送水泥:一台用來輸送白灰。 |
| XL250x4.3m | |||||
| 13 | 鋁粉攪拌機 | 有效容積:0.052 m3 功率:0.25kw | 台 | 1 | 主要用於對鋁粉的攪拌製漿。 |
| 17 | 澆注攪拌機 | 有效容積:V=3.2 m3 功率:15kw | 台 | 1 | 主要用於對料漿和水泥白灰鋁粉的攪拌融合完成澆注作業。 |
| 19 | 模框 | 有效容積:V=2.88 尺寸:4.2x1.2x0.65m | 個 | 20 | 主要用於存放料漿使其在此發泡成型。 |
| 20 | 模底板 | 尺寸:4.2x1.4x0.13m | 塊 | 104 | 主要用於和模框組合成一個盒子存放料漿。 |
| 21 | 蒸養車 | 承載量:5t 尺寸:3.8x1.4x0.23m | 輛 | 62 | 主要用於生產線前期澆注、中期蒸壓胚體和後期出釜碼垛的轉運工作。 |
| 23 | 牽引機 | 額定拉力:50KN 鋼繩直徑:Ø17mm 功率:5.5kw | 台 | 1 | 主要用於蒸養車的配套,作為蒸養車的動力使其行走。 |
| 24 | 全自動切割機 | 切割長度:4300mm 切割高度:1200mm 切割周期:6分鐘/塊 切割面:6面 切割精度:±2mm 總功率:33kw | 台 | 1 | 主要用於胚體翻轉切割,有步驟的進行六面切割,精密的設計配合使其切割精度達到±2mm和產量的穩定保證。 |
| 25 | 吊具 | 爪數:4 | 台 | 1 | 主要用於模框、模底板、蒸養車額定的起吊。 |
| 28 | 吊具 | 爪數:4 | 台 | 1 | 主要用於模框、模底板、蒸養車額定的起吊。 |
| 32 | 蒸壓釜 | 直徑:2m 長度:26m 耐壓強度:13kg | 條 | 6 | 主要用於對切割後的胚體進行高溫高壓蒸壓養護。 |
| 33 | 牽引機 | 額定拉力:50KN 鋼繩直徑:Ø17mm 功率:5.5kw | 台 | 1 | 主要用於蒸養車的配套,作為蒸養車的動力使其行走。 |
生產要求
從 選材上要嚴格控制。砂加氣塊的原材料主要為水泥、石灰、砂,粉煤灰等,是水泥混凝土製品,含有經水養護而生成的矽酸鈣水化物膠體,水灰比大,膠結料多,骨料為空氣,雖經砂,但收縮值根據成本因素只能控制在0.04%(萬分之四)~0.06%(萬分之六)範圍內,比傳統燒結粘土磚大,。而且由於原料和工藝條件差異,各廠家的砌塊乾縮性差異較大。
這個加氣混凝土澆築的時候我們一定要多多注意,才能生產出漂亮的加氣混凝土砌塊磚!加氣塊設備生產線
砌築要求
 加氣塊設備流程
加氣塊設備流程(1)加氣塊的砌築,必須嚴格遵守國家標準《砌體工程施工質量驗收規範》(GB 50203—2002)技術指標要求。
(2)合理安排好工期,不可盲目趕工。如有可能,應儘量避免在常年雨季期間砌築。
(3)砌築砂漿宜選用粘結性能良好的專用砂漿,其強度等級應不小於M5,砂漿應具有良好的保水性,可在砂漿中摻入無機或有機塑化劑。有條件的應使用專用的加氣混凝土砌築砂漿或乾粉砂漿。
(4)為消除主體結構和圍護牆體之間由於溫度變化產生的收縮裂縫,砌塊與牆柱相接處,須留拉結筋,豎向間距為500~600mm(根據所選用產品的高度規格決定),壓埋2Ф6鋼筋,兩端伸入牆內不小於800mm;另每砌築1.5m高時應採用2Ф6通長鋼筋拉結,以防止收縮拉裂牆體。
(5)在跨度或高度較大的牆中設定構造樑柱。一般當牆體長度超過5m,可在中間設定鋼筋混凝土構造柱;當牆體高度超過3m(≤120厚牆)或4m(≥180厚牆)時,可在牆高中腰處增設鋼筋混凝土腰梁。
(6)在窗台與窗間牆交接處是應力集中的部位,容易受砌體收縮影響產生裂縫,因此,宜在窗台處設定鋼筋混凝土現澆帶以抵抗變形。門窗洞口上部的邊角處也容易發生裂縫和空鼓,此處宜用圈樑取代過梁。
(7)加氣混凝土外牆牆面水平方向的凹凸部位(如線腳、雨罩、出檐、窗台等),應做泛水和滴水,以避免積水。
(8)砌筑前按砌塊尺寸計算好皮數和排數,檢查並修正補齊拉結鋼筋。可在牆根部預先澆築一定高度的與牆體同厚的素混凝土,常用的作法是砌兩皮紅磚,使最上一皮留出大約20mm高的空隙,以便採用與原砌塊同種材質的實心輔助小砌塊斜砌,擠緊頂牢。
(9)由於不同乾密度和強度等級的加氣混凝土砌塊的性能指標不同,所以不同乾密度和強度等級的加氣混凝土砌塊不應混砌,加氣混凝土砌塊也不應與其他磚、砌塊混砌。
(10)嚴格控制好加氣混凝土砌塊上牆砌築時的含水率。按有關規範規程規定,加氣混凝土砌塊施工時的含水率宜小於15%,對於粉煤灰加氣混凝土製品宜小於20%。加氣混凝土的乾燥收縮規律表明,含水率在10~30%之間的收縮值比較小(一般在0.02~0.1mm/m)。根據經驗,施工時加氣混凝土砌塊的含水率控制在10~15%比較適宜,砌塊含水深度以表層8~10mm為宜,表層含水深度可通過刀刮或敲上個小邊觀察規律,按經驗判定。通常情況下在砌筑前24h澆水,澆水量應根據施工當時的季節和乾濕溫度情況決定,由表面濕潤度控制。禁止直接使用飽含雨水或澆水過量的砌塊。
(11)每日砌築高度控制在1.4m以內,春季施工每日砌築高度控制在1.2m以內,下雨天停止砌築。砌築至梁底約200mm左右處應靜停7天后待砌體變形穩定後,再用同種材質的實心輔助小砌塊斜砌擠緊頂牢。
(12)砌築時灰縫要做到橫平豎直,上下層十字錯縫,轉角處應相互咬槎,砂漿要飽滿,水平灰縫不大於15mm,垂直灰縫不大於20mm,砂漿飽滿度要求在90%以上,垂直縫宜用內外臨時夾板灌縫,砌築後應立即用原砂漿內外勾灰縫,以保證砂漿的飽滿度。
(13)牆體的施工縫處必須砌成斜槎,斜槎長度應不小於高度的2/3。
(14)牆體砌築後,做好防雨遮蓋,避免雨水直接沖淋牆面;外牆向陽面的牆體,也要做好遮陽處理,避免高溫引起砂漿中水分揮發過快,必要時應適當用噴霧器噴水養護。
(15)在砌塊牆身與混凝土梁、柱、剪力牆交接處,以及門窗洞框線處和陰角處釘掛10mm×10mm網眼大小的鋼絲網,每邊寬200mm,網材搭接應平整、連線牢固,搭接長度不小於100mm。
(16)在牆面上鑿槽敷管時,應使用專用工具,不得用斧或瓦刀任意砍鑿,管道表面應低於牆面4~5mm,並將管道與牆體卡牢,不得有鬆動、反彈現象,然後澆水濕潤,填嵌強度等同砌築所用的砂漿,與牆面補平,並沿管道敷設方向鋪10mm×10mm鋼絲網,其寬度應跨過槽口,每邊不小於50mm,繃緊釘牢。免燒磚機的安裝調試:出廠的機器按有關規定在廠內都作了出廠試驗,但由於長途運輸及較長時間的放置等原因,免燒磚機安裝時應進行下列檢查:
1、檢查磚機在運輸過程中是否有損壞或者變形(尤其注意液壓管路)。
2、撿查制磚機機器主要部位的緊固件是否有鬆動現象。
3、檢查減速器。震動台的油缸及各潤滑點是否按要求加油,油量是否合適。
4、另外還要對免燒制磚機進行全面的搽拭工作,試機前還要對各運動部位相對滑動的部位按規定加油潤滑。如果由於運輸需要將機器拆開可分為成型裝置,送板裝置、送料裝置、出磚裝置、碼垛裝置、相電控裝置等,安裝時要按裝配關係裝配到位。
