加氣混凝土設備生產線
發展和產品特點
加氣混凝土生產線作為牆體材料革新與建築節能的重要組成部分,是一種經過多年套用,實踐證明的一種替代粘土磚的理想牆體材料,它在各種牆體材料中具有較強的競爭力。國家在《十一五規劃》中明確提出:“發展加氣混凝土板材和年產10——20萬立方米加氣混凝土砌塊生產線,蒸壓養護,機械切割。”由於牆體改革的需要和加氣混凝土製品所具有的優點,加氣混凝土將是近十年中大力發展的一種新型輕質建築材料。
生產工藝
加氣混凝土可以根據原材料類別、品質、設備的工藝特徵等,採用不同的工藝進行生產。一般情況下,將粉煤灰或矽砂、礦渣加水磨成漿料,加粉狀石灰、適量水泥、石膏和發泡劑、穩泡劑經攪拌注入模框內,靜養發泡固化後,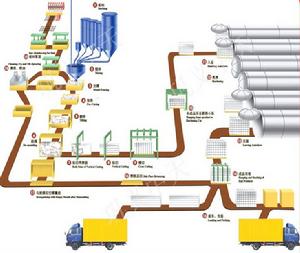
生產設備裝備
加氣混凝土生產線生產設備的選型和數量根據工藝設計方案而確定,由於加氣混凝土生產工藝不同,形成體現工藝特點的不同裝備技術。這些技術特點,都體現在切割機組上。它涉及到澆注形式、模具、小車構造、坯體的運送、脫模、切割、碼架、進釜的方式等設備都大同小異。2萬m3/年加氣混凝土主要工藝設備配置一覽表
| 序號 | 型號 | 設備名稱 | 數量 | 單位 |
| 1 | φ900×2.1m | 球磨機 | 1 | 台 |
| 2 | PE250×400 | 鄂式破碎機 | 1 | 台 |
| 3 | SJ500×7 | 皮帶輸送機 | 1 | 台 |
| 4 | JJB3.5 | 移動式攪拌澆注機 | 1 | 台 |
| 5 | JZW | 渦流製漿機 | 1 | 台 |
| 6 | 5t | 雙鉤同步行車 | 1 | 台 |
| 7 | 5t | 單鉤行車 | 1 | 台 |
| 8 | 3t | 行星式卷揚機 | 1 | 台 |
| 9 | JD | 吊具 | 1 | 台 |
| 10 | - | 普通吊具 | 1 | 台 |
| 11 | ZPC3.9 | 蒸養車 | 10 | 輛 |
| 12 | MK3.9 | 模框 | 6 | 個 |
| 13 | MD3.9 | 模底板 | 20 | 塊 |
| 14 | TSJ500 | 提升機 | 1 | 台 |
| 15 | - | 立柱支桿 | 50 | 根 |
| 16 | 50 LXLZJ-40-25 | 渣漿泵 | 1 | 台 |
| 序號 | 型號 | 設備名稱 | 數量 | 單位 |
| 1 | PE250×400 | 鄂式破碎機 | 1 | 台 |
| 2 | HL200 | 斗式提升機 | 2 | 台 |
| 3 | XZGI | 電磁振動給料機 | 1 | 台 |
| 4 | φ1.2×4.5m | 球磨機 | 1 | 台 |
| 5 | LJB | 鋁粉攪拌機 | 1 | 台 |
| 6 | LSJ300×4m | 螺旋輸送機 | 1 | 台 |
| 7 | 50LXLZJ-40-25 | 渣漿泵 | 1 | 台 |
| 8 | JJB3.5 | 移動式攪拌澆注機 | 1 | 台 |
| 9 | JZW | 渦流製漿機 | 1 | 台 |
| 10 | 5t | 雙鉤同步行車 | 1 | 台 |
| 11 | 5t | 單鉤龍門吊 | 1 | 台 |
| 12 | 3t | 行星式卷揚機 | 1 | 台 |
| 13 | JD | 自動張鉤吊具 | 1 | 台 |
| 14 | PTD | 普通吊具 | 1 | 台 |
| 15 | ZYC3.9 | 蒸養車 | 20 | 輛 |
| 16 | MK4 | 模框 | 10 | 個 |
| 17 | MD4 | 模底板 | 40 | 塊 |
| 18 | TSJ500 | 提升機 | 1 | 台 |
| 19 | JQF4×1.2×7.5 | 切割機 | 1 | 台 |
| 20 | - | 支桿 | 100 | 根 |
| 21 | φ2×21m | 蒸壓釜 | 3 | 台 |
| 22 | DZL4-1.25 | 鍋爐 | 1 | 台 |
| 23 | - | 錳鋼球 | 4 | 噸 |
| 24 | - | 鋼段 | 2.5 | 噸 |
| 25 | 50型 | 鋼軌 | 100 | 米 |
| 26 | 12型 | 輕軌 | 600 | 米 |
| 27 | 50型 | 夾板 | 13 | 套 |
| 28 | 12型 | 夾板 | 45 | 套 |
| 29 | 15m3 | 鋼板水泥倉 | 1 | 個 |
| 30 | 10m3 | 鋼板白灰倉 | 1 | 個 |
| 31 | 6m3 | 鋼板白灰塊倉 | 1 | 個 |
| 序號 | 型號 | 設備名稱 | 數量 | 單位 |
| 1 | PE250×400 | 鄂式破碎機 | 1 | 台 |
| 2 | HL200×10m | 斗式提升機 | 1 | 台 |
| 3 | XZGI | 電磁振動給料機 | 1 | 台 |
| 4 | φ1.5×5.7m | 球磨機 | 1 | 台 |
| 5 | HL200×16m | 斗式提升機 | 1 | 台 |
| 6 | φ300×4m | 螺旋輸送機 | 3 | 台 |
| 7 | DJ1m3 | 電腦計量斗 | 1 | 個 |
| 8 | JJB3.5 | 固定式攪拌澆注機 | 1 | 台 |
| 9 | HJ3.5 | 灰漿計量罐 | 1 | 個 |
| 10 | LJB | 鋁粉攪拌機 | 1 | 台 |
| 11 | 50LXLZJ-40-25 | 渣漿泵 | 1 | 台 |
| 12 | JZW | 渦流製漿機 | 2 | 台 |
| 13 | BDC | 擺渡車 | 1 | 台 |
| 14 | ZYC3.9 | 蒸養車 | 40 | 輛 |
| 15 | MD4 | 模底板 | 80 | 塊 |
| 16 | MK4 | 模框 | 20 | 個 |
| 17 | 5t | 雙鉤同步行車 | 2 | 台 |
| 18 | 5t | 龍門吊 | 1 | 台 |
| 19 | JD | 自動張鉤吊具 | 2 | 台 |
| 20 | PTD | 普通吊具 | 1 | 台 |
| 21 | JQF-4×1.2-7.5 | 翻轉切割機 | 1 | 台 |
| 22 | 3t | 行星式卷揚機 | 1 | 台 |
| 23 | 3t | 滑輪 | 1 | 個 |
| 24 | - | 立柱支桿 | 200 | 根 |
| 25 | 0.5m3 | 空氣壓縮機 | 1 | 台 |
| 26 | φ2×31m | 蒸壓釜 | 4 | 條 |
| 27 | 6t | 鍋爐 | 1 | 台 |
| 28 | - | 錳鋼球 | 7 | 噸 |
| 29 | - | 鋼段 | 4 | 噸 |
| 30 | 50型 | 鋼軌 | 180 | 米 |
| 31 | 12型 | 輕軌 | 750 | 米 |
| 32 | 50型 | 夾板 | 15 | 套 |
| 33 | 12型 | 夾板 | 60 | 套 |
| 34 | 15m3 | 白灰倉 | 1 | 個 |
| 35 | 10m3 | 白灰塊倉 | 1 | 個 |
| 36 | 15m3 | 水泥倉 | 1 | 個 |
| 37 | QY30-20-3 | 潛水泵 | 1 | 台 |
生產工藝簡述
1、加氣混凝土砌塊原料儲存和供料原材料均由汽車運入廠內,粉煤灰(或砂、石粉)在原材料場集中,使用時用裝運入料斗.袋裝水泥或散裝水泥在水泥庫內儲存.使用時用裝運入料斗.化學品、鋁粉等分別放在化學品庫、鋁粉庫,使用時分別裝運至生產車間.
2、加氣混凝土砌塊原材料處理
粉煤灰(或砂、石粉)經電磁振動給料機、膠帶輸送機送進球磨機,磨細後的粉煤灰(或砂、石粉)用粉煤灰泵分別送至料漿罐儲存.
石灰經電磁振動給料機、膠帶輸送機送入顎式破碎機進行破碎,破碎後的石灰經斗式提升機送入石灰儲倉,然後經螺旋輸送機送進球磨機,磨細後的物料經螺旋輸送機、斗式提升機送入粉料配料倉中.
化學品按一定比例經人工計量後,製成一定濃度的溶液,送入儲罐內儲存.
鋁粉由鋁粉庫運至生產車間,用電葫蘆提升到配料樓二樓倒入攪拌機中定量加水,攪拌成鋁粉懸浮液.
3、加氣塊配料、攪拌、澆注
石灰、水泥由粉料配料倉下的螺旋輸送機依次送到自動計量秤累積計量,秤下有螺旋輸送機可將物料均勻加入澆注攪拌機內.
粉煤灰(或砂、石粉)和廢漿放入計量缸計量,在各種物料計量後模具已就位的情況下,即可進行料漿攪拌,料漿在澆注前應達到工藝要求(約40℃),如溫度不夠,可在料漿計量罐通蒸汽加熱,在物料澆注前0.5~1分鐘加入鋁粉懸浮液.
4、加氣塊初養和切割
澆注後模具用輸送鏈推入初養室進行發氣初凝,室溫為50~70℃,初養時間為1.5-2小時(根據地理有利條件,可免去此工藝),初養後用負壓吊具將模框及坯體一同吊到預先放好釜底板的切割台上.脫去模框.切割機即對坯體進行橫切、縱切、銑麵包頭,模框吊回到運模車上人工清理和除油,然後吊到模車上組模進行下一次澆注,切好後的坯體連同釜底板用天車吊到釜車上碼放兩層,層間有四個支撐,若干個釜車編為一組.
切割時產生的坯體邊角廢料,經螺旋輸送機送到切割機旁的廢漿攪袢機中,加水製成廢料漿,待配料時使用.
5、加氣塊蒸壓及成品
坯體在釜前停車線上編組完成後,打開要出釜的蒸壓釜釜門,先用卷揚機拉出釜內的成品釜車,然後再將準備蒸壓的釜車用卷揚機拉入蒸壓釜進行養護.釜車上的製成品用橋式起重機吊到成品庫,然後用叉式裝卸車運到成品堆場,空釜車及釜底板吊回至回車線上,清理後用卷揚機拉回碼架處進行下一次循環.
部分規格加氣混凝土砌塊
