GTAW是不熔化極電弧焊的英文縮寫代號,保護氣主要是惰性氣體氬氣、氦氣或兩者的混合氣,不熔化極主要是鎢及其合金。人們習慣稱GTAW為鎢極氬弧焊。有時也用TIG代號,也是鎢極惰性氣體保護焊的縮寫。為了節省篇幅,本書一律用GTAW代替鎢極氬弧焊。
GTAW利用不熔化鎢極和母材之間的電弧熱去熔化坡口邊緣和焊絲,它能精巧地連線工件、精確地將填充焊絲輸送到接頭中去。沒有熔渣和飛濺,是潔淨的電弧焊工藝。
GTAW按操作方式分為手工焊、半自動焊和自動焊三種。手工焊時,焊炬的運動和填充焊絲完全靠手工操作;半自動焊時,填充焊絲則由送絲機構自動送進;自動焊時,如果工件固定則電極電弧做相對運動,焊炬安裝在焊接小車上,小車的行走和填充焊絲的送進均由機械完成。此三種方法以手工焊套用最為廣泛。
操作過程
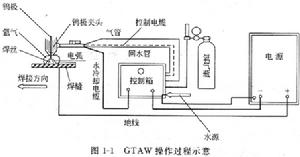 不熔化極電弧焊
不熔化極電弧焊通過焊炬供給的惰性氣體層保護加熱了的焊接區。使熔融金屬和鎢電極不受空氣污染氧化。利用電弧的熱作用來焊接焊縫,相鄰的工件和填充焊絲就被熔化,並隨著焊縫金屬的凝固而連線在一起。
電流通過被電離了的惰性氣體,使之產生電弧。被電離的原子失去電子而剩下正電荷。氣體的正離子從電弧的正極流向負極。電子從負極流向正極。電弧所消耗的能量等於通過電弧的電流和電弧兩端的電壓降的乘積。
在焊接開始之前,必須用機械方法或化學方法清理待焊區域上的所有的油、潤滑脂、油漆、銹、塵土或其他污染物質。
引弧方法有兩種:接觸式和擊穿式。接觸式又分直擊式和擦劃式,都是使電極與工件瞬間接觸並快速使鎢極拉開一個短的距離,主要用於簡易的GTAW設備來焊接黑色金屬不重要構件的根層焊道。擊穿式又分高頻式和脈衝式。高頻式是利用高頻振盪器產生從鎢極到工件的躍遷火花。當在焊接迴路上疊加高頻高壓時,便產生高頻引弧,高電壓低電流使電極和工件之間的保護氣體電離,從而使氣體導電並引燃電弧。脈衝式是在鎢極和工件之間加一高壓脈衝,使兩極間氣體電離而引弧,是一種較好的引弧方法。用直流電焊接時,在電弧引燃之後便切斷高頻電壓。但是用交流電焊接時,特別是焊接鋁時,在焊接過程中通常也要繼續保持高頻電壓。
對於手工焊來說,電弧一旦引燃,焊炬便保持一個大約15度的行走角。對於自動焊來說,焊炬一般與表面垂直。手工焊開始時,常常使電弧做小的圓形運動,直到獲得一個尺寸合適的熔池為止。一旦在任何一點上達到了充分熔合,便沿著被焊部件逐漸移動焊炬,以便逐漸地熔化鄰接的表面並形成焊縫。隨著電弧沿接頭前進,熔融金屬發生凝固而完成焊接循環。
熄弧之前應將焊炬垂直於工件並填充焊絲以免形成弧坑。熄弧後不要立即移開焊炬,應待到滯後氣體停止時再移開以免焊縫高溫時被空氣氧化。通常用手擰開關切斷電流來停止焊接。
