鑄件高度較高或結構複雜時, 起模會遇到困難,往往採用多箱造型, 其中多採用三箱造型。圖1-1為雙 凸緣皮帶輪,假若只有一個分型面是 不可能把模樣取出來的。若採用三個 砂箱、兩個分型面,模樣就能方便起出。造型時用三個或三個以 上的砂箱造型叫多箱造型。
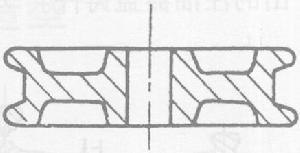
圖1-1 雙凸緣皮帶輪
三箱造型如圖1-2,從圖中可以看出,如果把模樣放在一 個砂箱的任何部位都無法把模樣起出。如果用三箱造型,設鑄 件模樣上下最大截面為兩個分型面,如圖1-2(a),從模樣中間 尺寸最小處劃分為兩半,造型時兩半模分別從中箱的上下兩分 型面起出,如圖(b)。
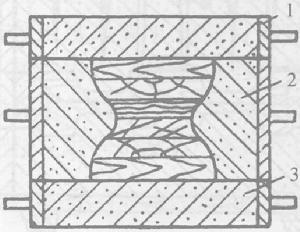
(a)舂砂後
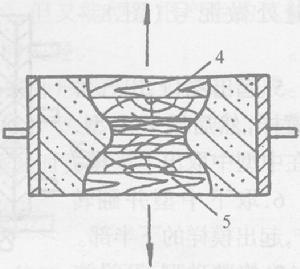
(b)起模示意
圖1-2 多箱造型示意
1.上砂型 2.中砂型 3.下砂型 4.上半模 5.下半模
二、三箱造型過程
三箱造型和兩箱造型相似,不同的是多了一個中砂箱。
1.製作中型,在底板上放好中砂箱,將模樣放在砂箱中的適 當位置,填砂舂實後,依凸緣做出分型面(圖2-1)。

圖2-1 製作中型
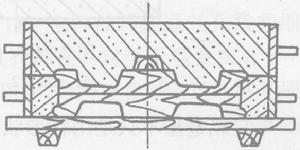
圖2-2 製作下型
2.製作下型,套上下砂箱,填砂舂實,颳去多餘的型砂(圖2 -2)。
3.把中型和下型緊固,一起翻轉180°,放在底板上,並在另 一個凸緣上做出分型面。
4.製作上型,套上上砂箱,安裝好芯頭,放好澆口模和出氣 冒口模,並逐層填砂緊實,刮平,扎出通氣道,並在上中箱和中下 箱縫處做泥號(圖2- 3)。
5.起出澆口、出氣冒 口模樣,然後敞開上型, 並在中型中取出上半模。
6.取下中型並翻轉 180°,起出模樣的下半部。
7.修整砂型,開設澆 口,下好砂芯,合好型就可等待澆注(圖2-4)。

圖2-3製作上型
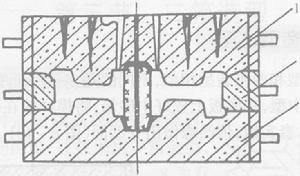
圖2-4 合型後的鑄型
1.上型 2.中型 3.下型
三箱造型不只是用在形狀複雜的鑄件上,有時為了便於舂 砂、修型、安放砂芯以及開型設澆口和合型,也常用三箱造型。 根據鑄件結構及工藝不同,也可分別製作下型或上型。
分型面多了,不僅增加造型和合型的工作量,也增加了錯箱 的可能性,因此在選用時應注意。
