概述
 電化學加工工具機
電化學加工工具機中國在20世紀50年代就開始套用電解加工方法對炮膛進行加工,現已廣泛套用於航空發動機的葉片,筒形零件、花鍵孔、內齒輪、模具、閥片等異形零件的加工。近年來出現的重複加工精度較高的一些電解液以及混氣電解加工工藝,大大提高了電解加工的成型精度,簡化了工具陰極的設計,促進了電解加工工藝的進一步發展。利用電化學反應對金屬材料進行加工的方法。
基本原理
電化學加工的基本原理是用兩片金屬作為電極,通電並浸入電解溶液中,形成通路。導線和溶液中均有電流通過。但是金屬導線和電解溶液是兩類性質不同的導體,前者是靠自由電子在外電場大的作用下沿一定方向移動導電的:後者是靠溶液中正、負離子移動而導電的,是離子導體。當上述兩類導體形成通路時,在金屬片和溶液的界面上產生交換電子的反應,機電化學反應。加工用電源
 電化學加工原理
電化學加工原理由於電化學加工時,間隙內難免會產生短路,通常電源系統都具有良好的短路保護功能,以使陰極和工件在產生火花和短路時不發生損傷。
特點
電化學反映具有很高的反應速度,反應速率遠遠高於其他的製造工藝,其電流密度達到10~500安/厘米;兩電極的距離很小,約為0.1~1毫米,且陰極對陽極被加工工件作相對運動;電解液在電極間隙高速通過,具有高液壓、高流速,帶走反應中產生的大量金屬溶解產物和氣體以及熱量。其流體動力學狀態至為複雜。 電解加工工藝與一般的機制工藝相比較,具有以下特點: 能同時進行三維的加工,一次加工出形狀複雜的型面、型腔、異形孔;由於加工中工件與刀具(陰極)不接觸,不會產生切削力和切削熱,不生成毛刺;與材料的機械性能(如硬度、韌性、強度)無關,因此可加工一般機制工藝難以加工的高硬度、高韌性、高強度材料,如硬質合金、淬火鋼、耐熱合金、鈦合金,但與材料的電化學性質、化學性質、金相組織密切有關。分類
1、電解加工利用陽極溶解的電化學反應對金屬材料進行成型加工的方法。早期的電解槽見圖1。
 中國在20世紀50年代就開始套用電解加工方法對炮膛進行加工,現已廣泛套用於航空發動機的葉片,筒形零件、花鍵孔、內齒輪、模具、閥片等異形零件的加工。近年來出現的重複加工精度較高的一些電解液以及混氣電解加工工藝,大大提高了電解加工的成型精度,簡化了工具陰極的設計,促進了電解加工工藝的進一步發展。
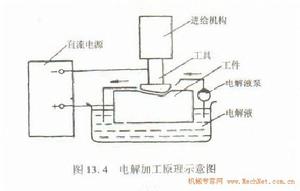
中國在20世紀50年代就開始套用電解加工方法對炮膛進行加工,現已廣泛套用於航空發動機的葉片,筒形零件、花鍵孔、內齒輪、模具、閥片等異形零件的加工。近年來出現的重複加工精度較高的一些電解液以及混氣電解加工工藝,大大提高了電解加工的成型精度,簡化了工具陰極的設計,促進了電解加工工藝的進一步發展。 電解加工時,通常以工件為陽極,工具為陰極,工件與工具之間保持狹窄的間隙(一般不超過 0.02~1毫米),兩極之間有高速電解液通過(圖2)。
 當工具陰極不斷向工件推進時,由於兩表面之間間隙不等,間隙最小的地方,電流密度最大,工件陽極在此處溶解得最快。因此,金屬材料按工具陰極型面的形狀不斷溶解,同時電解產物被電解液沖走,直至工件表面形成與陰極型面近似相反的形狀為止,此時即加工出所需的零件表面。
當工具陰極不斷向工件推進時,由於兩表面之間間隙不等,間隙最小的地方,電流密度最大,工件陽極在此處溶解得最快。因此,金屬材料按工具陰極型面的形狀不斷溶解,同時電解產物被電解液沖走,直至工件表面形成與陰極型面近似相反的形狀為止,此時即加工出所需的零件表面。 電解加工採用低壓直流電源(6~24伏),大工作電流。為了能保持連續而平穩地向電解區供給足夠流量和適宜溫度的電解液,加工過程一般在密封裝置中進行。
2、導電磨削
又稱電解磨削。是電解作用和機械磨削相結合的加工過程。導電磨削時,工件接在直流電源的陽極上,導電的砂輪接在陰極上,兩者保持一定的接觸壓力,並將電解液引入加工區。當接通電源後,工件的金屬表面發生陽極溶解並形成很薄的氧化膜,其硬度比工件低得多,容易被高速鏇轉的砂輪磨粒刮除,隨即又形成新的氧化膜,又被砂輪磨去。如此進行,直至達到加工要求為止。
3、電化學拋光
又稱電解拋光。直接套用陽極溶解的電化學反應對機械加工後的零件進行再加工,以提高工件表面的光潔度。電解拋光比機械拋光效率高,精度高,且不受材料的硬度和韌性的影響,有逐漸取代機械拋光的趨勢。電解拋光的基本原理與電解加工相同,但電解拋光的陰極是固定的,極間距離大(1.5~200毫米),去除金屬量少。電解拋光時,要控制適當的電流密度。電流密度過小時金屬表面會產生腐蝕現象,且生產效率低;當電流密度過大時,會發生氫氧根離子或含氧的陰離子的放電現象,且有氣態氧析出,從而降低了電流效率。
4、電鍍
用電解的方法將金屬沉積於導體(如金屬)或非導體(如塑膠、陶瓷、玻璃鋼等)表面,從而提高其耐磨性,增加其導電性,並使其具有防腐蝕和裝飾功能。對於非導體製品的表面,需經過適當地處理(用石墨、導電漆、化學鍍處理,或經氣相塗層處理),使其形成導電層後,才能進行電鍍。電鍍時,將被鍍的製品接在陰極上,要鍍的金屬接在陽極上。電解液是用含有與陽極金屬相同離子的溶液。通電後,陽極逐漸溶解成金屬正離子,溶液中有相等數目的金屬離子在陰極上獲得電子隨即在被鍍製品的表面上析出,形成金屬鍍層。例如在銅板上鍍鎳,以含硫酸鎳的水溶液作電鍍液。通電後,陽極上的鎳逐漸溶解成正離子,而在陰極的銅板表面上不斷有鎳析出。
5、電刻蝕
又稱電解刻蝕。套用電化學陽極溶解的原理在金屬表面蝕刻出所需的圖形或文字。其基本加工原理與電解加工相同。由於電刻蝕所去除的金屬量較少,因而無需用高速流動的電解液來沖走由工件上溶解出的產物。加工時,陰極固定不動。電刻蝕有以下4種加工方法。
①按要刻的圖形或文字,用金屬材料加工出凸模作為陰極,被加工的金屬工件作為陽極,兩者一起放入電解液中。接通電源後,被加工件的表面就會溶解出與凸模上相同的圖形或文字。
②將導電紙(或金屬箔)裁剪或用刀刻出所需加工的圖形或文字,然後貼上在絕緣板材上,並設法將圖形中各個不相連的線條用導線在絕緣板背面相連,作為陰極。適於圖形簡單,精度要求不高的工件。
③對於圖形複雜的工件,可採用制印刷電路板的技術,即在雙面敷銅板的一面形成所需加工的正的圖形,並設法將圖形中各孤立線條與敷銅板的另一面相連,作為陰極。不適於加工精細且不相連的圖形。
④在待加工的金屬表面塗一層感光膠,再將要刻的圖形或文字製成負的照相底片覆在感光膠上,採用光刻技術將要刻除的部分暴露出來。這時陽極仍是待加工的工件,而陰極可用金屬平板製成。
6、電解冶煉
利用電解原理,對有色和稀有金屬進行提煉和精煉。分為水溶液電解冶煉和焙鹽電解冶煉兩種。
水溶液電解冶煉在冶金工業中廣泛用於提取和精煉銅、鋅、鉛、 鎳等金屬。 例如銅的電解提純:將粗銅(含銅99%)預先製成厚板作為陽極,純銅製成薄片作陰極,以硫酸(H2SO4)和硫酸銅(CuSO4)的混和液作為電解液。通電後,銅從陽極溶解成銅離子(Cu2+)向陰極移動,到達陰極後獲得電子而在陰極析出純銅(亦稱電解銅)。粗銅中雜質如比銅活潑的鐵和鋅等會隨銅一起溶解為離子(Zn2+和Fe2+)。由於這些離子與銅離子相比不易析出,所以電解時只要適當調節電位差即可避免這些離子在陽極上析出。比銅不活潑的雜質如金和銀等沉積在電解槽的底部。
焙鹽電解冶煉用於提取和精煉活潑金屬(如鈉、鎂、鈣、鋁等)。例如,工業上提取鋁:將含氧化鋁(Al2O3)的礦石進行淨化處理,將獲得的氧化鋁放入熔融的冰晶石(Na3AlF6)中,使其成為熔融狀的電解體,以碳棒為電極,兩極的電化學反應為 4Al3++6O2-+3C─→4Al+3CO。
加工設備
 電化學加工設備
電化學加工設備以電化學去毛刺加工為例介紹。電化學去毛刺設備,屬於利用電化學原理去除工件多餘金屬的電化學加工設備,配備不同的電極夾具可去除氣動、液動閥、泵體、轉子、齒輪及零件內部交叉孔、窄縫、窄槽等整個金屬機械零件因金屬切削加工而產生的毛刺,並將去毛刺棱邊光整、精修加工為光滑圓弧,也可用於油泵、油嘴等零件盛油槽及直槽的成型加工以及軸類內腔的擴孔與拋光等。更可用於熱處理後大批量精加工,使用非線性電解液對設備和人身無害。毛刺是金屬切削加工的必然產物,難以完全避免。毛刺的存在,不僅影響產品的外觀,而且影響產品的裝配、使用性能和壽命。隨著高科技的發展、產品性能的提高,對產品質量的要求越來越嚴格,去除機械零件的毛刺就愈加重要。屬材料向高強、高硬、高韌方向的發展,機械產品中複雜整體構件日益增多,去毛刺的難度也隨之增大,傳統的手工去毛刺作業很難滿足上述發展對去毛刺的要求,各種機械化、自動化去毛刺新技術、新工藝應運而生。電化學去毛刺是一種先進的去毛刺技術,是電化學加工(電解加工)技術中發展較快、套用較廣的一項新工藝。作為電化學加工一種特殊的套用形式,它對加工工件無機械作用力,容易實現自動化或半自動化,適合去除高硬度、高韌性金屬零件的毛刺,可以在工件的特定部位進行限定加工。電化學去毛刺設備己有系列化產品,在汽車發動機、通用工程機械、航空航天、氣動液壓等眾多行業得到廣泛套用,是電化學加工工具機中生產批量較大,套用領域較廣的重要裝備。
加工技術
 電化學加工技術
電化學加工技術微細加工在許多工業領域中有著重要而廣闊的套用前景,是當今最為活躍的研究領域之一.微細加工技術源於半導體積體電路製造工藝,但發展至今其內涵已經大大拓寬,不局限於IC工藝中的矽片刻蝕技術,LIGA、LIGA—LIKE、微細電加工、微細束流加工及微細切削等多種加工技術已經成為微細加工技術中的重要組成部分。南京航夸航天大學機電學院的朱 荻,王明環,明平美,張朝陽開展了微細電化學加工技術的試驗研究工作,內容包括微細電鑄和微細電解加工.討論了微細電化學加工的工藝特點和主要技術步驟.針對若干典型微結構,提出了相應的微細電化學加工方法和技術方案。
朱荻等研究人員從微細電鑄和微細電解加工兩個方面研究了微細電化學加工技術。首先是微細電鑄。電鑄是LIGA技術中一個重要的不可替代的組成部分.朱荻等幾位專家採取與LIGA技術類似的過程,進行了微小零件製造的研究.主要工藝步驟包括採用不鏽鋼片作為基底材料,在其上均勻塗覆感光膠,然後進行曝光和蝕刻等步驟,在金屬基底上形成帶有特定圖案的感光膠層.將帶有圖案膠層的金屬模版放人電鑄槽內進行電沉積,金屬離子在模版上襯底材料裸露處沉積,直至將其填滿;然後將金屬沉積物和感光膠層分離,得到的金屬結構就是所需的微細零件.採用該方法製備的微型銅齒輪.在微細電鑄過程中,同時採用了高頻脈衝電流和高速沖液的方法,使電沉積在電化學極化度較高的情況下進行,從而細化了晶粒,獲得了緻密的金屬沉積層.另外,還試驗了壓力正負交變等措施,利用較強的壓力擾動,及時排除陰極上的吸附氣泡,消除了陰極吸附氣泡造成的針孑L和麻點等問題.採取了低應力工作液,並對過程參數進行最佳化,控制了沉積應力,避免了變形.在微細電解加工方面。在脈衝電解加工的基礎上,採取工具往復運動方式,在加工周期中,先施加一個對刀電壓,工具電極進給至工件陽極,進行零位對刀;然後工具電極回退,使間隙至所需要的數值,施加相對較高的加工電壓進行加工;加工後切斷加工電壓,工具電極回退到較大間隙,進行充分的電解液沖刷以排出加工產物.同時採用超短脈寬脈衝電流,以提高加工的定域性,利於微細加工.並將超短脈衝電流、低濃度電解液及加工間隙的實時檢測和調整等技術結合,實現微米級精度的加工.
2、電化學去毛刺
電化學去毛刺是一種先進的去毛刺技術,是電化學加工技術中發展較快、套用較廣的一項新工藝。作為電化學加工一種特殊的套用形式,它對加工工件無機械作用力,容易實現自動化或半自動化,適合去除高硬度、高韌性金屬零件的毛刺,可以在工件的特定部位進行限定加工。對於手工難以處理、可達性差的複雜內腔部位,尤其是交叉孔相貫線的毛刺,利用電化學去毛刺有著明顯的優勢。電化學去毛刺對加工棱邊可取得較高的邊緣均一性和良好的表面質量,具有去除毛刺效果好、安全可靠、高效等優點,一般情況和傳統工藝相比,效率可提高10倍以上。所以為了獲得高質量的齒輪,套用電化學光整加工工藝對齒輪齒面進行光整加工去除毛刺的基礎研究,對於提高我國機械製造業在國際上的競爭力,促進我國經濟的發展,有著重要的意義。
零件與直流電源的正極相連,稱為陽極,而由黃銅製作的管狀工具與電源負極相連,稱為陰極,其外表面塗絕緣層, 兩極之間保持一定的間隙讓循環的電解液從間隙中通過. 當陽極和陰極浸入溶液並通入直流電後,在直流電場作用下,隨著陽極的溶解,在工件表面上形成一層電阻較大而電導率較小的粘性液膜,亦稱鈍化膜, 覆蓋在工件表面的低凹處,使該處的工件表面不受或少受電化學溶解腐蝕,而銳邊毛刺部位由於突出在工件表面,受電場、溫度場及流場作用的影響,加速了離子的擴散與遷移過程,此處難以形成鈍化膜,且突出的毛刺部位的電流密度很大,毛刺很快被溶解,迅速形成圓角, 調整加工時間可控制圓角 R 小於四分之一。
作者根據齒輪光整加工的國內外現狀,結合大連理工大學多年來在非傳統光整加工方面的研究基礎,將脈衝電化學光整加工技術套用於齒輪齒面的光整加工中,來改善齒輪表面質量,提高其使用性能及壽命指標。作者從脈衝電化學光整加工機理出發,研究和探討了加工間隙、電流密度、電解液成份、脈衝參數(脈衝頻率、脈衝寬度及占空比等)等工藝參數對脈衝電化學光整加工過程所產生的影響,得到了相關參數對零件加工精度及表面質量的影響規律。 研究齒輪的脈衝電化學光整加工技術。結合脈衝電化學光整加工工藝特性及齒輪生產中的特點,設計了多種齒輪脈衝電化學光整加工方案,並選擇齒輪式陰極展成法作為最終試驗方案;建立了齒輪式陰極展成法齒輪脈衝電化學光整加工間隙變化規律模型,實驗研究了齒輪脈衝電化學光整加工過程。研究和套用脈衝電化學齒輪光整加工技術,必須有高頻、窄脈衝、大功率脈衝電源作為保證條件。研究人員還根據現代電力電子技術發展狀況,研製出了一種基於新型高頻開關器件(IGBT)的高頻大功率脈衝電源,電源的頻率最高可達20KHz,電源的頻率與占空比分別獨立可調,具有數字控制與調節功能,電源的結構簡單、性能穩定可靠,符合研究脈衝電化學齒輪光整加工技術套用條件。 研究齒輪脈衝電化學光整加工過程中電極間相對滑動速度的變化規律。在此基礎上,提出了變角速度控制齒輪脈衝電化學光整加工技術方案,設計了基於單片機控制的齒輪脈衝電化學光整加工系統,為進一步提高齒輪加工精度及解決有關修形問題創造了條件。
3、其他電化學加工技術
電解拋光是以被拋工件為陽極,不溶性金屬為陰極,兩極同時浸入到電解槽中,通以直流電而產生有選擇性的陽極溶解,從而達到工件表面光亮度增大的效果。電解拋光比機械拋光效率高,精度高,且不受材料的硬度和韌性的影響,有逐漸取代機械拋光的趨勢。電解拋光的基本原理與電解加工相同,但電解拋光的陰極是固定的,極間距離大,去除金屬量少。電解拋光時,要控制適當的電流密度。電流密度過小時金屬表面會產生腐蝕現象,且生產效率低;當電流密度過大時,會發生氫氧根離子或含氧的陰離子的放電現象,且有氣態氧析出,從而降低了電流效率。
電鍍是用電解的方法將金屬沉積於導體(如金屬)或非導體(如塑膠、陶瓷、玻璃鋼等)表面,從而提高其耐磨性,增加其導電性,並使其具有防腐蝕和裝飾功能。對於非導體製品的表面,需經過適當地處理,使其形成導電層後,才能進行電鍍。電鍍時,將被鍍的製品接在陰極上,要鍍的金屬接在陽極上。電解液是用含有與陽極金屬相同離子的溶液。通電後,陽極逐漸溶解成金屬正離子,溶液中有相等數目的金屬離子在陰極上獲得電子隨即在被鍍製品的表面上析出,形成金屬鍍層。例如在銅板上鍍鎳,以含硫酸鎳的水溶液作電鍍液。通電後,陽極上的鎳逐漸溶解成正離子,而在陰極的銅板表面上不斷有鎳析出。
電刻蝕又稱電解刻蝕。套用電化學陽極溶解的原理在金屬表面蝕刻出所需的圖形或文字。其基本加工原理與電解加工相同。由於電刻蝕所去除的金屬量較少,因而無需用高速流動的電解液來沖走由工件上溶解出的產物。加工時,陰極固定不動。
參考文獻
[1].曾繁章,郭鍾寧,劉江文. 微細電化學加工技術.機電工程技術.2005[2].朱 荻,王明環,明平美,張朝陽. 微細電化學加工技術. 納米技術與精密工程.2005
[3].朱保國 王振龍. 微細軸的電加工技術. 電加工與模具.2005
[4].李小海 王振龍 趙萬生. 微細電化學加工研究新進展. 電加工與模具.2004
[5].陳遠龍,楊濤,萬勝美,王天霽.電化學加工技術的概況與展望.電加工與模具.2010
[6].王丹等.基於CPLD的納秒級微細電化學加工脈衝的研究.電加工與模具.2009
[7].邱中軍等.陰極往復運動的電化學加工方法初探.電氣與自動化.2009
[8].唐興倫等.用於微小金屬零件製造的電化學加工工具機.設計與研究.2005
[9].李鉻.提高齒輪電化學加工尺寸精度的研究.煤礦機械.2006
[10].張朝陽.納米、亞微米的超窄脈寬微細電化學加工.顯微、測量、微細加工技術與設備.2009
