
概述
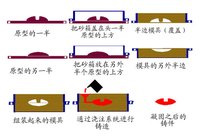
鑄造模具是指為了獲得合格零件的模型,普通手工造型,常用木模型,塑膠模型,機械造型多用金屬模型,如:鋁模型、鐵模型。精密鑄造用蠟模型,消失模用聚苯乙烯模型。 鑄造模具是指為了獲得零件的結構形狀,預先用其他容易成型的材料做成零件的結構形狀,然後再在砂型中放入模具,於是砂型中就形成了一個和零件結構尺寸一樣的空腔,再在該空腔中澆注流動性液體,該液體冷卻凝固之後就能形成和模具形狀結構完全一樣的零件了。
鑄造模具是通過液壓缸驅動壓射頭將金屬液高速壓入模具型腔中,由於是用油壓,壓力較高,故俗稱鑄造模具工藝。
發展歷史
 鑄造模具流程
鑄造模具流程中國鑄造模具工業發展到今天,經歷了一個艱辛的歷程,直到1976年仍處在落後狀態。自1977年以來,由於我國機械、電子、輕工、儀表、交通等工業部門的蓬勃發展,對鑄造模具的需求在數量上越來越多,質量要求越來越高,供貨期越來越短。因此,引起了我國有關部門對鑄造模具工業的高度重視,將模具列為“六五”和“七五”規劃重點科研攻關項目,派人出國學習考察,引進國外鑄造模具先進技術,制定有關鑄造模具國家標準。通過這一系列措施,使得鑄造模具工業有了很大發展,並在某些技術方面有所突破。第二汽車製造廠採用新技術、新材料為日本五十鈴廠製造了高質量的大型鑄造模具,贏得了良好的國際信譽。模具企業為了縮短制模周期、提高市場競爭力,採用高速切削加工技術越來越多。
HSM一般主要用於大、中型模具加工,如汽車復蓋件模具、壓鑄模、大型塑膠模具等曲面加工,其曲面加工精度可達0.01mm。在生產中採用數控高速銑削技術,可大大縮短制模時間。經高速銑削精加工後的模具型面,僅需略加拋光便可使用,節省了大量修磨、拋光時間。增加數控高速銑床,是模具企業設備投資的重點之一。
 鑄造模具
鑄造模具電火花加工在鑄造模具製造中是不可缺少的工藝方法。電火花加工對於淬火後的深、小型腔的加工仍是有效的方案。日本沙迪克公司的直線電動機伺服驅動的數控電火花成型工具機具有驅動反應快、傳動及定位精度高、熱變形小等優點。瑞士夏米爾公司的電火花成型機具有的P-E3自適應控制系統、PCE能量控制系統及自動編程專家系統,在鑄造模具製造中有其不可替代的作用。
精密、複雜、大型模具的發展,對檢測設備的要求越來越高。如今精密模具的精度已達2~3μm,鑄造模具的精度要求也達到10~20μm。目前國內廠家使用較多的檢測設備有義大利、美國、德國等具有數位化掃描功能的三坐標測量機。如一汽鑄造有限公司鑄造模具設備廠擁有德國生產的1600mm×1200mm坐標測量機,具有數位化掃描功能,可以實現從測量實物到建立數學模型,輸出NC代碼,最終實現模具製造的全過程,成功地實現逆向工程技術在模具製造中的開發和套用。這方面的設備還包括:英國雷尼紹公司的高速掃瞄器(CYCLONSERIES2),該掃瞄器可實現雷射測頭和接觸式測頭優勢互補,雷射掃描精度為0.05mm,接觸式測頭掃描精度達0.02mm。利用逆向工程製作模具,具有製作周期短、精度高、一致性好及價格低等許多優點。
快速原型製造鑄造模具已進入實用階段,LOM、SLS等方法套用的可靠性和技術指標已經達到國外同類產品水平。模具毛坯快速製造技術。主要有乾砂實型鑄造、負壓實型鑄造、樹脂砂實型鑄造等技術。
用戶要求模具交付期越來越短、模具價格越來越低。為了保證按期交貨,有效地治理和控制成本已成為模具企業生存和發展的主要因素。採用先進的治理信息系統,實現集成化治理,對於模具企業,非凡是規模較大的模具企業,已是一項極待解決的任務。如一汽鑄造模具廠基本上實現了計算機網路治理,從生產計畫、工藝制定,到質檢、庫存、統計、核算等,普遍使了計算機治理系統,廠內各部門可通過計算機網路共享信息。利用信息技術等高新技術改造模具企業的傳統生產已成為必然。
存在問題
我國的鑄造模具產業經過多年的不斷發展,已經取得了很大的進步,但是其發展依然存在著諸多的問題。據了解,這些問題主要有:自主創新能力弱,裝備和工藝落後,缺乏具有核心競爭力的企業集團和國際知名品牌,鑄造模具企業規模小,產業集中度低,產品結構不合理,處於全球產業鏈分工的中、低端狀態短期內還難以改變,高投入、高消耗、高污染、低效率、低效益的粗放發展方式凸顯,產業基礎依然脆弱。經過一段時期的調整與規劃,鑄造模具產業存在的問題得到了一定程度的改善,但是,這些問題沒有得到根本的解決,鑄造模具產業的這些問題仍然存在,鑄造模具行業存在的以上問題,每一個問題都是關乎鑄造模具行業發展大計、長期發展的,如若不能得到有效的解決,將成為鑄造模具行業繼續發展路上的擋路的幾座大山。
發展方向
 鑄造模具
鑄造模具鑄造模具以銷售到使用者手中進行服務為目標,鑄造模具要流入下游的使用者手中,必須要適銷對路,隨著工業化的推進以產業的發展狀況來推測,未來,以下這六個方面將是鑄造模具產業發展的方向。
第一個是為新興戰略性產業服務的智慧型化鑄造模具,為節能環保產業服務的節能環保型鑄造模具;
第二為新一代信息技術產業服務的具有感測等功能的精密、超精密鑄造模具;
第三為生物產業服務的醫療器械精密超精密鑄造模具;
第四為“高端裝備製造產業”服務的智慧型化鑄造模具;
第五為新能源產業服務的鑄造模具,這類模具主要有兆瓦級風力發電機新型漿葉模具和主軸模具及電機模具等;
第六為新能源汽車產業服務的鑄造模具。隨著與鑄造模具產業相關的產業的發展動態,鑄造模具產業要適時的調整自己的生產規模和產品結構,與時俱進,更好地把握未來的發展趨勢,以適應新時期的市場需求。
清洗方法
目前國內外企業在芯盒清洗方面使用了多種清洗方法:
a.利用化學清洗劑清洗。
b.採用乾球噴射法清洗芯盤。
c. 利用液體或固體噴砂機噴砂清洗。
使用液體噴砂機,壓縮空氣壓力為0.5~0.7MPa,噴射距離為10~120mm左右為宜。清洗介質選用粒度為90um的玻璃丸或0.125mm(120目)的白剛玉砂對芯盒進行清洗保養(或清除結垢),一般情況下芯盒定期清洗保養時間≤1—2min,而對於表面有樹脂結垢的芯盒清洗時間,視芯盒的大小、結垢厚度、形狀複雜程度不同而定,通常在5—20min範圍內可將芯盒垢物清除乾淨,而噴射時間對芯盒的尺寸精度和表面粗糙度基本沒有影響。
使用液體噴砂機和玻璃丸清洗芯盒的工藝基本上能夠將芯盒表面較厚的樹脂結垢清理乾淨,但對於較長時間沒有清洗積垢很厚的溝槽處,卻難於清除乾淨。
