簡介
鐵素體可鍛鑄鐵(ferritic malleable cast iron)
斷口外緣為脫碳的表皮層,心部組織為鐵素體+團絮狀石墨的可鍛鑄鐵。中國國家標準確認其為黑心可鍛鑄鐵。中國專業可鍛鑄鐵廠,90%以上產品都是黑心可鍛鑄鐵。它廣泛用於汽車、拖拉機、農機、鐵路、建築、水暖管件、線路金具等(見可鍛鑄鐵)。
牌號及力學性能中國國家標準(GB9440-88)如表。與國際標準(ISO5922-1981)基本一致。鐵素體可鍛鑄鐵具有較高強度、良好的塑性和韌性。
詳細信息
化學成分的選定 因零件的結構特點、牌號要求、熔煉條件等不同而有所差異。常用的化學成分範圍為:C(2.4~2.8)%、Si(1.2~1.8)%、Mn(0.3~0.6)%、P<0.1%、s<0.2%。碳矽總量∑(C+Si)%一般選擇在3.4%~4.2%之間,厚壁或強度要求大的鑄件可選擇低限。高的碳、矽成分有利於改善鑄造性、縮短退火周期,但易引起力學性能降低,還可能出現鑄態石墨。碳當量偏低時易產生充型不足、縮松、裂紋等缺陷,且退火周期加長。矽量過高會引起低溫脆性。此種作用與含磷量的高低有關聯。當磷含量超過0.1%時,可能以磷共晶的形式析出,而引起鑄件的韌性降低。硫較強烈地阻礙石墨化,且會形成FeS-Fe共晶體分布在晶界上,既阻礙碳擴散,又降低可鍛鑄鐵的塑性,因此要求含硫量儘量低。生產中常利用錳和硫的相互作用來抑制硫的不良影響,並根據下式來決定錳的含量Mn(%)=1.7×S(%)+(0.1%~0.3%)。
退火工藝 退火過程及其組織轉變,用圖1所示的退火曲線及組織變化示意圖來說明。其過程可分為如下五個階段。
(1)升溫階段(0~1)。“1”點溫度一般為950℃左右或稍高些,此時鑄鐵組織由珠光體加萊氏體轉變成奧氏體加萊氏體。實際生產中,由於較大的退火爐升溫較慢,加熱到900℃以上需要10~20h以上,雖然在規定的石墨化退火工藝規範中,沒有專門的預處理階段,但實際上經過300~500℃的時間超過了3~5h,已含有預處理的作用。增加低溫預處理的時間,更可以增加厚大斷面可鍛鑄鐵的石墨核心數。
(2)石墨化第一階段(1~2)。在第一階段保溫,自
 鐵素體可鍛鑄鐵
鐵素體可鍛鑄鐵圖1 退火曲線及組織變化示意圖
由滲碳體不斷溶入奧氏體而逐漸消失,團絮狀石墨逐漸形成。第一階段結束時(到“2”點),組織為奧氏體(γ)加團絮狀石墨。這個階段所需的時問長短以自由滲碳體能全部分解完為準,過長無益且有害。
(3)中間階段(2~3)。指從高溫冷卻到稍低於共析溫度(710~730℃的範圍)的階段。隨著溫度的降低,奧氏體中的碳逐漸脫溶,附著在已生成的團絮狀石墨上,使石墨長大。到“3”點的組織為珠光體加團絮狀石墨。這階段冷得太慢會增加退火周期,太快會出現二次滲碳體。
 鐵素體可鍛鑄鐵
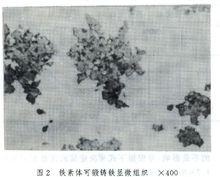
鐵素體可鍛鑄鐵(4)石墨化第二階段(3~4)。在710~730C處保溫,可使共析珠光體逐漸分解成鐵素體加石墨,石墨繼續向已有的團絮狀石墨上附著生長,到“4”點時組織為鐵素體加團絮狀石墨。這階段所需時間的長短根據珠光體是否能分解完而定。這階段亦可採用從750C左右開始,以3~5C/h的緩慢速度通過共析區,這樣奧氏體可直接轉變為鐵素體加石墨。這個方法石墨化速度可快些,但控制冷卻速度是個關鍵因素。(5)冷卻階段(4~室溫)。到“4”點以後,再繼續保溫並不發生組織變化,可用較快速度冷卻。為防止回火脆性,冷到500~600rC時即可出爐空冷。鐵素體可鍛鑄鐵顯微組織如圖2所示。
