定義
使毛坯斷面增大而高度減小的鐓造工序,稱為鐓粗。用這種工序可以製造齒輪、法蘭盤等鍛件,或做沖孔前的準備工作。鐓粗比為計算有關鐓粗坯料大小及變形情況的一種表征。
計算公式
鐓粗時高度的減小值和鐓粗前的高度之比。以下式表示:
 鐓粗比計算公式
鐓粗比計算公式式中h1——鐓粗前的高度; h2 ——鐓粗後的高度; △h——鐓粗時高度的減小值。
其它形式的鐓粗比計算公式
各類鐓粗工序的鐓粗比計算如下圖所示:
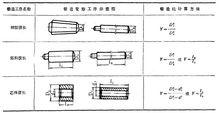 各類鐓粗工序的鐓粗比計算
各類鐓粗工序的鐓粗比計算
使毛坯斷面增大而高度減小的鐓造工序,稱為鐓粗。用這種工序可以製造齒輪、法蘭盤等鍛件,或做沖孔前的準備工作。鐓粗比為計算有關鐓粗坯料大小及變形情況的一種表征。
使毛坯斷面增大而高度減小的鐓造工序,稱為鐓粗。用這種工序可以製造齒輪、法蘭盤等鍛件,或做沖孔前的準備工作。鐓粗比為計算有關鐓粗坯料大小及變形情況的一種表征。
鐓粗時高度的減小值和鐓粗前的高度之比。以下式表示:
鐓粗比計算公式式中h1——鐓粗前的高度; h2 ——鐓粗後的高度; △h——鐓粗時高度的減小值。
各類鐓粗工序的鐓粗比計算如下圖所示:
各類鐓粗工序的鐓粗比計算鐓粗是使坯料高度減小而橫截面增大的鍛造工序。若使坯料局部截面增大則稱為局部鐓粗。鐓粗的作用包括由橫截面較小的坯料得到橫截面較大而高度較小的鍛件;沖孔前增...
定義 鐓粗工序分類 鐓粗的操作規程 作用 工序禁忌鐓粗壓直螺紋連線技術,是用專用的鐓粗機預先將鋼筋端部待加工螺紋段鐓粗,使其加工鐓粗部位直徑增粗至大於母材直徑。然後用配套專用的套絲機對其鐓粗部分進行套絲...
概述 鐓粗機特徵 使用方法鐓粗直螺紋鋼筋連線技術是先將鋼筋端部鐓粗,在鐓粗段上製作直螺紋,再用肋螺紋的連線套筒對接鋼筋。該技術由鋼筋鐓粗技術和直螺紋製作技術組成。目前鐓粗以冷鐓工...
鐓矛戟柄末的平底金屬套。同“錞” 鐓 衝壓金屬板,使其變形。不加熱叫“冷鐓”,加熱叫“熱鐓”。鐓 duì矛戟柄下端的平底金屬套。又見dūn。
漢字 拼音 注音 相關資料 基本字義鐓粗試驗,是一種冶金學學科的一種專有名詞。
套用領域 性能特點冷鐓工藝是少無切削金屬壓力加工新工藝之一。它是一種利用金屬在外力作用下所產生的塑性變形,並藉助於模具,使金屬體積作重新分布及轉移,從而形成所需要的零件或...
冷鐓工藝的主要優點 冷鐓用原材料 冷鐓變形程度及冷鐓次數的決定 冷鐓時坯料長度的計算管端鐓厚機是兩條管端鐓粗機生產線幾乎完全相同,並計畫安裝在 Taganrog 和 Sinara 鋼管廠。
簡介 管端鐓粗機生產線 優點 特點 總結墩粗直螺紋接頭的工藝是利用鐓機將鋼筋端部先行墩粗,再用套絲機在鋼筋的墩粗段上製作絲扣,然後用連線套對接鋼筋。墩粗直螺紋鋼筋接頭適用於一切抗震和非抗震設防...
