下料方法
除大、中型的自由鍛件採用鋼錠作為毛坯外,一般鍛件都採用各種金屬棒料為毛坯。棒料在鍛造前,一般要在專門的下料設備上按要求的尺寸切成斷,常用下料方法如下:
鋸切
鋸切下料常在圓盤鋸和弓形鋸及高速帶鋸上進行。
圓盤鋸是由電動機帶動帶齒的鋸盤慢速旋轉並移動,將棒料切斷。鋸盤的最大直徑可達2m,能夠鋸切的棒料直徑在750mm以下。
弓形鋸是由電動機帶動帶齒的鋸條作往復移動,把棒料切斷。可以鋸切的棒料直徑為100mm以下。對於直徑特別小的棒料,也可以成捆地鋸斷。
鋸切的特點是切口斷面平整,尺寸準確;但生產率較低,有鋸口損失,並且鋸條和鋸盤的損耗也比較大。高速帶鋸是一種較先進的下料設備,生產效率高,且毛坯形狀規則。
剪下
剪下下料一般是在剪下機上進行,它可以剪斷直徑為200mm以下的鋼坯。當冷剪鋼坯時,被剪處將會產生很大的應力而出現裂紋,因此,高碳鋼、合金鋼和斷面尺寸較大的鋼坯在剪下之前需預熱至350~700℃;對於低碳鋼、中碳鋼等斷面尺寸較小的鋼坯可以冷剪。
剪下機下料的特點是可以裝置自動送料出料機構,工人的勞動條件較好,生產效率高,節約金屬,提高材料的利用率。但剪下端面不平,略帶歪斜,尤其是在熱態下剪下直徑大的鋼坯時更為嚴重。剪下機在大批量生產的模鍛車間中得到普遍採用。
剪下下料也可以在切邊沖床、摩擦壓力機等設備上進行。
折斷下料
折斷下料在水壓機或曲柄壓力機上進行。壓力通過沖頭傳到材料上,從而使材料沿預先的切口折斷。其原理如圖。折斷前一般用鋸切或氣割加工做出預切口,其目的是為了在切口處造成大的應力集中,以保證材料在一定的部位折斷時,不產生大的塑性變形而影響斷面質量。
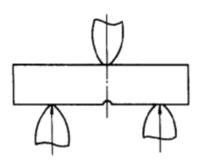 折斷原理
折斷原理折斷適用於硬度較高的高碳鋼及高合金鋼。如GCr15、GCr15SiMn、GSiMnMo、GSiMnV等軸承鋼,加熱溫度為300~400℃。
砂輪切割
砂輪切割是在砂輪切割機上進行。砂輪切割機是由電動機帶動薄片砂輪(厚度一般在3mm以下)高速旋轉,並用手動或機動使它作上下運動而將鋼坯切斷。砂輪切割機可切割直徑在40mm以下的任何硬度的金屬毛坯。
砂輪切割的特點是生產率高且切割斷面平整;但薄片砂輪的損耗較大,工人的勞動條件較差,需要有良好的通風設備。
火焰切割
火焰切割又叫氣割。其原理是利用氣割器或普通焊槍,用氧氣氣流將鋼局部加熱至熔化溫度,使其逐步熔斷。主要用於大型鋼坯和鍛件的大斷面切割(切割斷面的厚度可達1500mm以上),也可用於小批生產的大型模鍛件的切邊。
陽極切割
其原理是利用電腐蝕作用和電化學腐蝕作用切開金屬材料。被切割材料的尺寸為30~300mm。陽極切割的特點是生產率高、廢料少,可以切割任何硬度的金屬材料且斷面光潔。
目的及方法
金屬毛坯鍛前加熱的目的是提高金屬塑性、降低變形抗力、使之易於流動成形並獲得良好的鍛後組織。故鍛前加熱對提高鍛造生產率,保證鍛件質量以及節約能源消耗等都有直接影響。按所採用的熱源不同,金屬毛坯的加熱方法可分為火焰加熱與電加熱兩大類。
火焰加熱
火焰加熱是利用燃料(煤、焦炭、重油、柴油和煤氣)在火焰加熱爐內燃燒產生含有大量熱能的高溫氣體(火焰),通過對流、輻射把熱能傳給毛坯表面,再由表面向中心熱傳導而使金屬毛坯加熱。
在加熱溫度低於600~700℃時,毛坯加熱主要是靠對流傳熱。所謂對流傳熱,是通過火焰在毛坯四周不斷流動,藉助高溫氣體與毛坯表面的熱交換,把熱能傳給金屬毛坯。當加熱溫度超過700~800℃時,毛坯加熱則以輻射傳熱為主。所謂輻射傳熱,是通過高溫氣體與爐膛將熱能轉變為輻射能,以電微波方式傳播的輻射能被金屬毛坯吸收後,再由輻射能轉變成為熱能而使毛坯加熱。一般普通鍛造加熱爐在高溫加熱時,輻射傳熱占90%以上,對流傳熱只占8%~10%。
火焰加熱方法的優點是燃料來源方便,爐子修造簡單,加熱費用較低,對毛坯的適應範圍廣。但勞動條件差,加熱速度慢,效率低,加熱質量難於控制等。這種加熱方法廣泛用於各種毛坯的加熱。
電加熱
電加熱是通過把電能轉變為熱能來加熱金屬毛坯。其中有感應電加熱、接觸電加熱、電阻爐加熱和鹽浴爐加熱等。
1.感應電加熱
在感應器通入交變電流產生的交變磁場作用下,金屬毛坯內部產生交變渦流。由於渦流和磁化發熱(磁性轉變點以下),便直接將金屬毛坯加熱。
毛坯進行感應電加熱時,內部產生的電流密度沿斷面分布是不均勻的,中心電流密度小,表層電流密度大,這種現象稱為趨膚效應。由此表層金屬主要是因電流通過而被加熱,心部金屬則靠外層熱量向內傳導加熱。對於大直徑的毛坯,為了提高加熱速度,應選用較低電流頻率,以增大電流透入深度;而對小直徑的毛坯,由於截面尺寸較小,可採用較高電流頻率,這樣能夠提高電效率。
2.接觸電加熱
接觸電加熱的原理是以低壓大電流直接通人金屬毛坯,由於金屬存在一定電阻,電流通過就會產生熱量,從而使之加熱。
對於一定尺寸的毛坯,要加熱到規定的溫度,則需產生一定的熱量。而一般金屬的電阻值比較小,為提高生產率和縮短加熱時間,必需以大電流通入毛坯。為了避免短路,常採取降低電壓的辦法,以得到低電壓的大電流。所以,接觸電加熱用的變壓器副端空載電壓只有2~15V。
接觸電加熱的特點是:加熱速度快,金屬燒損少,加熱溫度範圍不受限制,熱效率高,耗電少,成本低,設備簡單,操作方便。但毛坯的表面粗糙度和形狀尺寸要求嚴格,特別是毛坯的端部必須規整,不得產生畸變。此外,加熱溫度的測量和控制也比較困難。適用於長毛坯的整體或局部加熱。
範圍的確定
熱鍛是在一定的溫度範圍內進行的。鋼的鍛造溫度範圍是指開始鍛造溫度(始鍛溫度)與結束鍛造溫度(終鍛溫度)之間的一段溫度區間。
確定鍛造溫度範圍的基本原則是:保證鋼有較高的塑性,較低的變形抗力,得到高質量鍛件,同時鍛造溫度範圍儘可能寬廣些,以便減少加熱火次,提高鍛造生產率。
確定鍛造溫度範圍的基本方法是:以鋼的平衡圖為基礎,再參考鋼的塑性圖、抗力圖和再結晶圖,由塑性、質量和變形抗力三方面加以綜合分析,從而定出始鍛溫度和終鍛溫度。
一般,碳鋼的鍛造溫度範圍根據鐵一碳平衡圖便可直接確定。對於多數合金結構鋼的鍛造溫度範圍,可以參照含碳量相同的碳鋼來考慮。但對塑性較低的高合金鋼,以及不發生相變的鋼種(如奧氏體鋼,純鐵體鋼),則必需通過試驗,才能得出合理的鍛造溫度範圍。
溫度的確定
確定鋼的始鍛溫度,首先必須保證鋼無過燒現象。因此對碳鋼來講,始鍛溫度應低於鐵-碳平衡圖的始熔線150~250℃,見圖9-5所示。此外,還應考慮到毛坯組織、鍛造方式和變形工藝等因素。
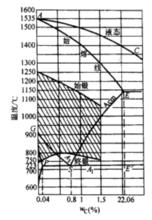 碳鋼鍛造溫度範圍
碳鋼鍛造溫度範圍終鍛溫度
在確定終鍛溫度時,既要保證鋼在終鍛前具有足夠的塑性,又要使鍛件能夠獲得良好的組織性能。因此,鋼的終鍛溫度應高於再結晶溫度,以保證鍛後再結晶完全,使鍛件得到細晶粒組織。
就碳鋼而言,終鍛溫度不能低於鐵一碳平衡圖的A線。否則,塑性顯著降低,變形抗力增大,加工硬化現象嚴重,容易產生鍛造裂紋。
對於亞共析鋼,終鍛溫度應在A線以上15~50℃,因位於單相奧氏體區。組織均一而塑性良好。但是對低碳鋼(含碳量小於0.3%),終鍛溫度可以降到A線以下,雖然處於(γ+α)雙相區,仍具有足夠的塑性,變形抗力也不太高,並且還擴大了鍛造溫度範圍。
對於過共析鋼,終鍛溫度應在A線以下,A線以上50~100℃。這是因為,若終鍛溫度選在A線以上,則會在鍛後的冷卻過程中,沿著晶界析出二次網狀滲碳體,將使鍛件的力學性能大為降低。如在A線與A線之間鍛造,由於塑性變形的機械破碎作用,可使析出的二次滲碳體呈彌散狀。
還須指出,鋼的終鍛溫度與鋼的組織、鍛造工序和後續工序等也有關。對於無相變的鋼種,由於不能用熱處理方法細化晶粒,只有依靠鍛造來控制晶粒度。為了使鍛件獲得細小晶粒,這類鋼的終鍛溫度一般偏低。當鍛後立即進行鍛件餘熱熱處理時,終鍛溫度應滿足餘熱熱處理的要求。如鍛件的材質為低碳鋼,終鍛溫度則稍高於A。線。
粉末熱煅
普通粉末冶金製品由於存在一定數量的孔隙,強度不高,套用範圍受到限制。實踐證明,採用熱鍛工藝能使粉末材料或製品的密度達到或接近其理論值。下圖給出了粉末熱鍛的工藝流程。
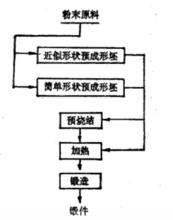 粉末熱煅工藝流程
粉末熱煅工藝流程由圖可知,熱鍛工藝分兩種類型,一類是粉末預成形坯未經預燒結而進行熱鍛,叫粉末鍛造,另一類是粉末預成形坯經過預燒結後進行熱鍛,叫粉末燒結鍛造。多數採用後者,並在保護氣氛中進行燒結,使之具有一定的強度,再將預成形坯加熱到鍛造溫度。保溫後迅速地放入模膛中進行鍛造,一次即可鍛成合乎設計要求的鍛件。
粉末熱鍛與一般鍛造相比,一方面它吸收了普通模鍛工藝的特點,將粉末預成形坯通過加熱鍛造的途徑,提高製品的密度,從而使製品的性能接近甚至超過同類熔鑄製品水平另一方面,粉末熱鍛又保持了粉末冶金工藝制坯的特點。
粉末預成形坯由於含有80%左右的孔隙,其鍛造流動應力比普通熔鑄材料要低得多。因而能在較低的鍛造能量下成形,同時可通過合理設計預成形坯的形狀和尺寸,準確控制其重量,實現無毛邊或少毛邊模鍛,提高材料的利用率。一般而言,粉末熱鍛材料的利用率達80%以上,而普通鍛造只有50%左右。與一般鍛造製品相比,粉末鍛造製品的尺寸精度高,組織結構均勻,無成分偏析等特點。另外還有一個重要特點是能夠鍛造一般稱之為難於鍛造成形的金屬或合金,例如難變形的高溫鑄造合金,可以通過粉末熱鍛工藝鍛製成材或形狀複雜的各種製品。
粉末熱鍛技術是在普通粉末冶金和精密模鍛工藝基礎上發展起來的。由於粉末熱鍛工藝改善了金屬製品的質量,同時又能實現少或無切削加工,簡化機加工工序,節省貴重材料和加工工時,從而引起人們的普遍重視。右工農業的許多部門中,廣泛地套用了粉末熱鍛製品。但是其工藝仍處於發展的初期階段,尚需在科研、生產中逐步完善和改進。
