
使鍛坯表層沒有或只有少量氧化皮的鍛坯加熱工藝。這種加熱法特別適宜於同少無切削加工和精密鍛造配套使用。影響氧化的主要因素是爐氣成分、加熱溫度和加熱時間。
①爐氣成分:爐氣中的O2、CO2、H2O等屬於氧化氣氛,易使金屬氧化;CO、H2、Cn H m、N2等分別是還原氣氛和惰性氣體,可防止氧化。
②加熱溫度:溫度越高,氧化也越激烈。鋼在500℃下氧化甚緩,600~700℃氧化加快,900℃以上急劇氧化。以900℃的氧化指數為1,則1000℃時增加為2,1100℃時為3.5,1300℃時為7。
③加熱時間:在同樣溫度和氣氛條件下,氧化隨時間成正比增加。在合理的加熱溫度條件下,減少氧化的途徑是:縮短坯料在爐內停留時間,勤裝料、勤出料;儘量減少多餘的空氣,嚴格控制通風量,減少漏風,保持爐內還原性氣氛。
少氧化和無氧化加熱有多種方法。
保護氣氛下電阻爐加熱這是最方便的無氧化加熱方法,但需要大的電源,熱效率低,加熱緩慢。
保護氣氛下馬弗爐加熱在馬弗式電阻爐中通入保護氣氛加熱。在沒有充分的電源時,仍用火焰爐加熱,但需將鍛坯放在馬弗罩中使之與氧化性的爐氣隔離。爐氣將馬弗罩加熱至高溫,再由馬弗輻射加熱鍛坯。馬弗罩用碳化矽、剛玉等耐高溫材料製成,壽命較短,限制了這個方法的套用。
鹽浴加熱和玻璃浴加熱用熔融的金屬鹽 (一般用氯化鋇和氯化鈉混合物)或玻璃將鍛坯與空氣隔離,用電阻加熱鹽浴。鍛坯上的鹽膜或玻璃還能保護金屬出爐後不受二次氧化,但鹽或玻璃可能留存在模膛內造成鍛件缺陷和損壞模具。另外,這種方法的熱效率也較低。鹽浴需要好的通風裝置以排除有害健康的鹽蒸氣(見鹽浴爐)。
浮動粒子爐加熱用石墨、石英砂、剛玉粒代替熔鹽作加熱介質。工作時粒子形成懸浮狀態的流床,鍛坯在其中加熱。採用這種方法可避免鹽浴加熱的缺點,但需要有鼓風裝置和保護氣體。
塗保護覆蓋層後加熱在鍛坯加熱前用水玻璃、鋁粉、鎂砂、硼酸鹽等塗料浸漬或塗刷,形成保護性覆蓋層,然後在火焰爐加熱。這種方法簡單,但保護不完全可靠。
快速電感應加熱和電接觸加熱這類高速加熱設備主要用在鍛造生產線中,從坯料開始加熱到鍛成成品僅需幾分鐘;雖不用保護氣體,氧化也較輕微。對於大批量生產的中、小型精密鍛件,這是有更大發展前途的加熱方法。它的主要缺點是不適用於多品種、小批量生產。
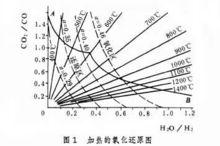
敞焰少無氧化加熱敞焰少無氧化加熱可用於大件生產,加熱方法可以是間歇式的也可以是連續式的,且不需要大的電源,是一種最常用的少無氧化加熱方法。加熱時,將工件直接放在有還原性氣氛的火焰爐中,當鋼鍛坯加熱到1200℃,爐氣中
 鍛坯少無氧化加熱
鍛坯少無氧化加熱小於0.3,
 鍛坯少無氧化加熱
鍛坯少無氧化加熱小於0.8時,氧化與還原作用平衡(圖1), 可以獲得少無氧化的氣氛,鋼坯不產生氧化或僅產生輕微氧化。圖2為敞焰少無氧化加熱爐的原理。控制助燃空氣使煤氣燃燒不完全,以產生較多的CO和H2,使爐氣成為少無氧化氣氛。另在爐膛上部補充通入預熱到300~500℃的二次空氣,煤氣在爐膛上部二次燃燒,提高預熱溫度,使熱量輻射給爐底的鋼坯。較高的爐膛結構使上層的氧化性爐氣不易到達鋼坯加熱區。這種加熱方法的缺點是熱效率較普通的火焰加熱爐低,操作複雜。
 鍛坯少無氧化加熱
鍛坯少無氧化加熱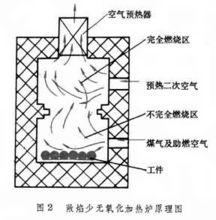 鍛坯少無氧化加熱
鍛坯少無氧化加熱