齒面嚙合印跡的調整
一般先在主動錐齒輪輪齒齒面上塗以紅丹油(一種紅丹粉與機油的混合物),然後用手使主動錐齒輪往復轉動數圈,於是從動錐齒輪輪齒的兩工作面上便出現紅色印跡。若從動錐齒輪輪齒正轉和逆轉工作面上的印跡位於齒高的中間偏於小端,並占齒面寬度的60%以上,則為正確嚙合(圖1)。正確嚙合的印跡位置可通過主減速器殼與主動錐齒輪軸承座之間的調整墊片的總厚度(即移動主動錐齒輪的位置)而獲得。
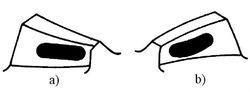 圖1 嚙合印跡
圖1 嚙合印跡齒側嚙合間隙的調整
主減速器主、從動齒輪嚙合間隙的調整,對其使用壽命和運轉平穩有著決定性作用。為保證主、從動齒輪嚙合區正確並處於最佳工作位置,無噪聲運轉,在生產中主、從動齒輪除用專用工具機加工,並配對安裝外,在驅動橋總成裝配時,或在使用中維修時,都應進行齒輪嚙合位置和軸承預緊度的調整。
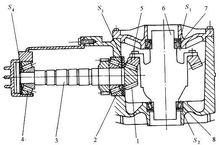 圖2 調整墊片
圖2 調整墊片採用調整墊片是較為常用的調整方式。圖2所示為某轎車主減速器調整墊片的布置,主動錐齒輪1和從動錐齒輪5的嚙合位置和軸承預緊度的調整是靠增加或減少裝在兩對軸承外側的調整墊片S1、S2、S3、S4來實現的。
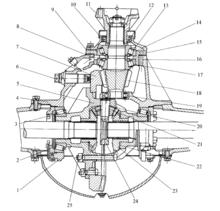 圖3 調整螺母
圖3 調整螺母調整螺母是另一種常見的調整方式,該調整方式更方便更快捷,如圖3所示。
嚙合間隙的調整方法是擰動調整螺母2,以改變從動錐齒輪的位置。輪齒嚙合間隙應在0.15~0.40mm範圍內。若間隙大於規定值,應使從動錐齒輪靠近主動錐齒輪,反之則離開。為保持已調好的差速器圓錐滾子軸承預緊度不變,一端調整螺母擰入的圈數應等於另一端調整螺母擰出的圈數。
有時,也可以通過同時調整墊片9的厚度和調整螺母2的位置來保證齒輪副正確的嚙合區和嚙合間隙。
