
安裝
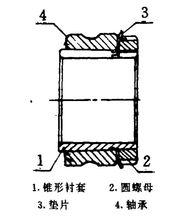 圖1
圖1錐孔軸承一般是用錐形緊定襯套固定在光軸上的( 見圖1 ) ,由於軸承內圈是採用壓配合安裝的, 軸承徑向間隙的變更取決於緊定襯套在軸承內圈和軸之間的鬆緊程度( 即取決於軸承沿錐形表面抬起的軸向位移), 軸承徑向間隙是隨著軸承的抬起而逐漸減小的, 因此, 在安裝錐孔軸承時, 緊定襯套不可過緊, 也不可過松。過緊將使軸承內圈受傷, 磨損加快,過松則不能確保軸承在軸上固定, 而且運轉時振動劇烈。過緊過松均會影響軸承的配合間隙, 不利於軸承的正常運行, 所以安裝這類軸承時, 就必須嚴格保證其具有合適的裝配間隙, 以達到理想的工作狀況。
安裝步聚:
1.根據所需要安裝的軸承型號, 確定其公稱孔徑及間隙等級。例如, 所安裝的軸承型號為22232 ( 下同), 那么, 容易知道其公稱孔徑為5 x 32 =160 mm , 屬於普通級標準間隙。
2. 用塞尺測量該軸承的原始間隙, 判斷軸承是否合格。假定, 測得該軸承的實際原始間隙為0.16 m m ,由表1 B 欄可知, 該間隙在標準間隙範圍內, 故可知該軸承是合格的。
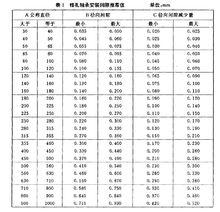 表1 錐孔軸承安裝間隙推薦值單位
表1 錐孔軸承安裝間隙推薦值單位3.將實際測得的原始間隙值, 減去表1 中C 欄所對應的徑向間隙減少量, 即可計算得到安裝時所需的正確“ 剩餘間隙” 範圍。
例如, 我們可由表1 .C 欄中查到徑向間隙減少量為0.075 ~ 0.100 mm, 那么剩餘間隙範圍就是:
最大 0.6 一0.075 = 0.085mm
最小0.16一0.100 =0.060 mm
安裝時, 我們就可在0.060 ~ 0.085 mm 範圍內,判斷軸承是否到位。
4.軸承到位後, 固定緊定套。當我們在逐步鎖緊圓螺母同時, 不時地用塞尺測量軸承的剩餘間隙, 直到剩餘間隙在計算允許的範圍內時, 即可將墊片的一個翅片嵌入圓螺母對應的槽中。
5.襯套固定後, 將軸盤動旋轉數圈後, 重新用塞尺測量軸承的間隙值, 看看是否乃在允許的剩餘間隙範圍內. 另外, 有可能的話還可用手沿任一方向撥動軸承外圈使之旋轉, 這時不應感到有明顯的阻力 。
拆卸
在用壓力機拆卸時,要頂在緊定套上將軸承壓下。
a 拆卸帶緊定套的調心滾子軸承。用一根金屬棒將軸承內圈從套上拆下。
b 拆帶緊定套的調心球軸承。用一般管狀物防止軸承的損壞。
c 用壓緊螺母拆卸推卸套。
d 藉助螺母和推理螺栓頂緊內圈旁的墊圈拆卸軸承。
e 拆卸帶液壓螺母的推卸套。用厚壁環支撐突出的推卸套。
f 用液壓方法從推卸套上拆卸調心滾子軸承。將油壓入配合表面,推卸套就會突然彈出。螺母要留在軸上。用推卸套固定的軸承是用壓緊螺母拆卸的。圓錐滾子軸承但這樣拆卸大型軸承時就需要很大的力,此時可以將推力螺栓與壓緊螺母配合使用,再在軸承內圈和螺栓之間加入一個墊圈。使用液壓螺母加推卸套拆卸軸承,過程簡單,經濟性好。拆卸大尺寸軸承時使用液壓方式會使拆卸變得非常容易。圓錐滾子軸承只要將油壓到配合表面之間,配合件就會在毫無表面損傷的危險下被輕易的分開。
安裝超大型錐孔軸承的常見故障
關於錐孔抽承轉動的靈活性
錐孔軸承安裝在緊定襯套上以後,轉動不靈活,嚴生的原因主要如下:
由於測溫誤差,造成錐孔軸承溫升值過高,錐孔軸承原始徑向游隙縮小量過大,影響其轉動靈活。 當使用軸承膨脹器加熱錐孔軸承時,其測溫點應選在圖4中的A點,若選在B點或C點,都會增大溫升值的誤差。 A點溫度最高,七點溫度最低。因此準確地選擇測溫點和正確地測溫成為能否正確安裝錐孔軸承的關鍵工序。要千方百計消除人為測溫誤差。
關於錐孔軸承內圈損壞問題
曾有一個別錐孔釉承安裝在緊定襯套上以後,出現軸承內圈崩裂的現象,其產生的原因如下:
當鉛孔抽承的原始徑向游隙不符合標準時,不宜安裝。若錐孔軸承原始徑向游隙過大,僅靠錐孔軸承內圈脹出來過量地縮小共原始徑向游隙,當超過一定範圍時,致使軸承內圈產生較大的破壞應力,必然會造成錐孔軸承內圈崩裂。另外,錐孔軸承本身的內在質量優劣也將直接影響其裝配效果。因此,不合乎標準的錐孔軸承乾萬不能使用 。
