
輾擴
正文
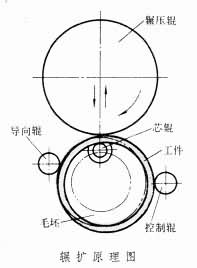
環形毛坯在輾壓輥和芯輥構成的孔型中逐步擴大直徑並成形,製成所需環形件的鏇轉鍛造方法,又稱擴孔或輾環。輾擴以熱鍛環形件為坯料,用以製造軸承環、輪箍、高壓容器、缸體和襯套等較大直徑的環形件,可達到的精度:外徑小於500毫米的工件直徑公差可在 1~2毫米之內;外徑為1~2米的工件直徑公差可在4~5毫米之內。圖為輾擴的原理。主動鏇轉的輾壓輥逐步壓下,使置於芯輥上的環形毛坯直徑相應擴大,毛坯的截面形狀尺寸也隨之改變,直至達到產品的要求。輾壓機在芯輥的兩側設有導向輥和控制輥。導向輥在輾壓過程中起扶持毛坯的穩定作用。控制輥在工件輾擴到預定的直徑時發出信號,起控制尺寸的作用。輾擴成形有變形力小,設備輕,生產過程平穩和便於自動化等特點。輾擴工藝設計主要是根據坯料和產品的形狀和尺寸,確定合理的輾擴係數 k,即輾擴前後環形件的直徑比,一般取k=1.3~1.7,形狀複雜的工件取小值。
 輾擴
輾擴