
簡介
輥簡印花機採用表面刻有凹版或凸版花紋的銅輥進行印花,所以輥筒印花機又叫銅輥印花機。輥筒印花機按銅輥排列的形式,可分為放射式、立式傾斜式及臥式等形式,而放射式套用最普遍;按機頭所能安裝花筒的多少,輥筒印花機可分為四套色六套色、八套色等形式。
結構組成
 輥筒印花機
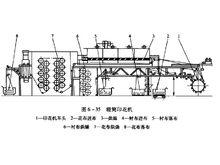
輥筒印花機輥筒印花機通常與其他單元機和通用裝置組成印花聯合機,如圖6-35所示,它主要由印花車頭和烘燥兩大部分組成。印花車頭是輥筒印花聯合機的核心部分,主要由機架、花筒、承壓輥筒、加壓機構、給漿裝置、對花裝置及傳動裝置等組成。
承壓輥
承壓輥是一個直徑很大的空心輥,表面具有一定的彈性以使花紋印製清晰。承壓輥軸上活套一隻花筒中心齒輪,由傳動機構驅動該齒輪與各只花筒上的齒輪嚙合,傳動各只花筒,而承壓輥則是由花筒摩擦傳動,從而避免花筒間周長的誤差累積
花筒
花筒是由銅鋅合金離心澆鑄而成的空心圓筒,裝在花筒軸承座上。印花圖案雕刻在花筒上,花紋在花筒上是凹陷的,凹紋由均勻的斜線或網點組成,用以儲存印花色漿。
給漿裝置
給漿裝置由漿盤、給漿輥、刮漿刀及除紗刮刀等組成,每隻花筒配備一套給漿裝置。
對花裝置
在多套色印花時,各花筒花紋的相應部分,必須按標準花樣要求保持精確的相對位置,因此,印花機必須有調節精度高結構簡單、性能可靠、操作方便靈活的對花機構。花筒的調整包括壓力調整、水平調整、橫向調整及前後方向(織物經向運行方向)調整等,後三種調整確定了花筒的空間位置,直接影響對花精度。
工作過程
輥筒印花機印花時,花筒緊壓在承壓輥筒上,每隻花筒的下面緊靠著給漿輥,給漿輥浸在相應的色漿盤中,漿盤中盛有色漿,色漿被給漿輥從漿盤中帶到花筒表面,花筒旋轉時,攜帶印花色漿,在花筒與承壓輥筒接觸以前,先與刮刀接觸,將花筒平面(未刻花部分)黏附的色漿颳去,而凹陷的花紋處仍然保留色漿,這些色漿在與有一定彈性的承壓輥筒接觸時,經過承壓輥筒和花筒之間軋點壓軋,花筒凹紋內的色漿便均勻地壓印到織物上。出印花軋點處,花筒上裝有除紗刮刀,用以刮除從印花織物表面黏附到花筒光面的印花色漿,還可以刮除由織物傳到花筒上的紗頭、短纖維等,防止這些雜質再由花筒傳人給漿盤,沾污印花色漿或堵塞花紋而產生印花疵病。
花筒雕刻
花筒上的花紋採用雕刻方法製作,花筒雕刻主要有縮小雕刻照相雕刻、電子雕刻及鋼芯雕刻四種方式。在實際生產中,以照相雕刻和縮小雕刻的套用最為普遍。縮小雕刻能刻制出各種圖案和花型,但加工工藝流程較長;照相雕刻生產的花型生動活潑、豐富多彩、層次濃淡勻稱、富有藝術性,且勞動生產率較高,勞動強度較低。
