
輥式矯直原理
在軋制產品中,除一些大斷面軋件的形狀缺陷表現為數值和方向都相同的初始狀態曲率(原始曲率1/r0)以外,多數軋件的形狀缺陷則表現為原始曲率的數值和方向都是不定的(在0~±1/(r0)min之間)。對於後一類軋件,在經過同一曲率的彈塑性反彎後,殘餘曲率有趨向一致的特性,並經適量的反彎後能實現矯直。理想彈性材料矩形斷面軋件上兩段方向不同的初始狀態曲率經過3次反彎矯直的曲線如圖1所示。
該圖的橫坐標是軋件曲率與屈服曲率(外力矩達到屈服力矩Mw時軋件的總變形曲率,以1/ρw表示)的比值,縱坐標表示彈性彎曲時的曲率1/ρy與屈服曲率1/Pw的比值(稱彈復曲率Cy)。當m段的相對原始曲率(1/r0)/(1/Pw)=Cr0=1,n段的相對原始曲率Cr0=-1時,經相對反彎曲率Cρ=(1/ρ)/(1/ρw)=3的彎曲(圖中位置1)並彈復後,其殘餘曲率值已很接近。這兩個殘餘曲率將是下一次反彎的原始曲率。第2次反彎時的反彎曲率Cρ=3(圖中位置Ⅱ),彈復後殘餘曲率已相等,再選擇一個合適的反彎曲率(例如圖中選Cρ=1.44,位置Ⅲ),彈復後軋件就被矯直了。
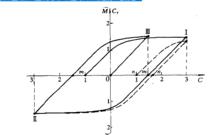 圖1 Cy=f(C) 曲線圖
圖1 Cy=f(C) 曲線圖從輥式矯直原理可以看出,矯直原始曲率不均勻的軋件時,施加的彎曲總曲率越大,其殘餘曲率1/r的差值就越小,矯直效率可提高。按此原理,前面幾個輥子採用大壓下量,使軋件各部位的反彎曲率均達到較大數值,殘餘曲率不均逐漸減小,從第4個輥子後各輥壓下量依次減小,則軋件能較快獲得平直。這樣可用較少輥數獲得較好的矯直效果,提高矯直效率。薄板和帶材的瓢曲、單雙邊浪形等二維、三維缺陷,可採用帶有支承輥並具有工作輥撓度調整裝置的矯直機矯直。斜輥矯直機與輥式矯直機工作原理相同,區別在於斜輥矯直機的矯直輥具有類似雙曲線的空間曲線形狀,且上下兩排矯直輥軸線互相交叉,矯直時管棒材邊旋轉邊前進。
矯直方案
在輥式矯直機上,按照每個輥使板材產生的變形程度和最終消除殘餘曲率的方法,可以有多種矯直方案。
(1)小變形矯直
小變形矯直,就是每個輥採用的壓下量剛好能矯直前面相鄰輥處的最大殘餘彎曲,從而使殘餘彎曲逐漸減小。由於板的最大原始曲率難以預先確定與測量,因而,小變形矯直方案只能在某些輥式矯直機上部分地實施。這種方案的主要優點是板的總變形曲率小,矯直所需的能量也小。
(2)大變形矯直
大變形矯直,就是前幾個輥採用比小變形矯直大得多的壓下量,使板材得到足夠大的彎曲,以消除原始曲率的不均勻度,形成單值曲率,後面的輥接著採用小變形矯直。對於有加工硬化的板材,在採用大變形矯直時,由於材料硬化後的彈復曲率較大,故反覆彎曲的次數應增多或加大反彎曲率值。
採用大變形矯直可以用較少的輥獲得更好的矯直。但若過分增大板材的變形程度,則會增加內部的參與應力,影響產品品質,增大矯直機的能量消耗。
輥式矯直機調整
輥式矯直機的調整方法有:(1)上排工作輥可單獨調整,一般5~9輥型鋼矯直機用這種方法;(2)上排工作輥整體平行調整,一般用於7~11輥鋼板矯直機,矯直中厚; (3)上排工作輥整體傾斜調整,此法符合矯直過程的變形特點,用於7~29輥鋼板矯直機,矯直薄板和極薄板;(4)上排工作輥局部(單側或雙側)調整,即矯直機在出口處或入口和出口處的局部上排輥可傾斜調整,上排其餘各輥整體平行調整。此法集中了平行調整與整體調整的優點,適合矯直薄板帶材。
現代輥式矯直機還可以通過數控系統對矯直輥進行精確的負荷調節,進出口輥可在帶負荷的條件下進行單獨調節。上矯直輥還可以橫向傾斜,以消除板帶的單邊浪形。矯直機設計成對稱的,軋件可從兩端進入,以便進行多道次矯直。
