 矯直
矯直對金屬塑性加工產品的形狀缺陷進行的矯正,是重要的精整工序之一。軋材在軋制過程或在以後的冷卻和運輸過程中經常會產生種種形狀缺陷,諸如棒材、型材和管材的彎曲,板帶材的彎曲、波浪、瓢曲等。通過各種矯直工序可使彎曲等缺陷在外力作用下得以消除,使產品達到合格的狀態。
矯直可按被矯軋件的溫度分為熱矯直和冷矯直。熱矯直一般在650~1000℃進行,只用於中厚板。矯直溫度是熱矯直的重要的參數之一。矯直溫度過高,軋件在隨後的冷卻中還可能因冷卻不均產生瓢曲;矯直溫度過低會使矯直抗力增大,矯直困難。冷矯直廣泛用於矯直各類型鋼和鋼管,也用於中厚板的補充矯直。熱軋型材的冷矯直都在軋材冷卻後進行。為保證矯直質量和改善勞動條件,合理的冷矯直溫度應低於200℃。當矯直機布置在軋製作業線上時,常因鋼材冷卻時間不夠,矯直溫度過高(一般在200~250℃以上)而達不到預期效果,影響矯直質量。多數鋼材只矯直一次,只有不易矯直且彎曲度要求嚴格的產品,需要進行兩次或兩次以上的矯直。
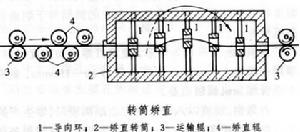
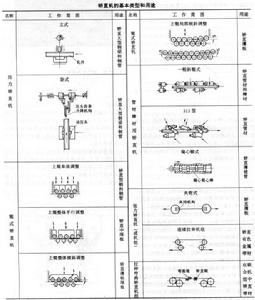
矯直方法有壓力矯直、輥式矯直(包括直輥矯直和斜輥矯直)、張力矯直和拉伸彎曲矯直。拉伸彎曲矯直的原理是,當帶材在小直徑輥子上反覆彎曲時給帶材施加拉力,使帶材產生彈塑性延伸,從而將帶矯直。拉伸彎曲矯直機組一般用在連續作業線上矯直各種帶材,包括高強度、極薄帶材。這種機組也用於連續酸洗板冷卻後還可採用
 矯直
矯直