 試製鑄件
試製鑄件易見缺陷
1)試製過程中,每次試製時間間隔較長,試製時模具溫度下降至200℃左右,導致鋁合金液流動性變差,與預期流態不同。
2)脫模劑水份含量較高,且模具溫度低,噴塗後其中水份不宜揮發,充型時在高溫下蒸發形成氣孔。
3)脫模劑塗層較厚,易脫落,且鋁合金液流動性變差後,無法通過溢流槽發揮溢流作用,造成夾渣。
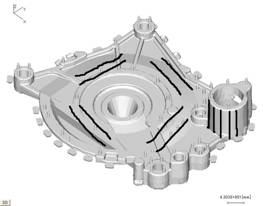
結論
在大型支架“以鋁代鐵”的攻關研製中,設計了大型支架間接擠壓鑄造的工藝,通過對其壓射充型和凝固過程的數值模擬,選定了澆注溫度、壓射速度等試製工藝,完成了工藝設計和模具製作。採用專利鋁合金材料,對支架進行了間接擠壓鑄造試製,通過調整脫模劑的配方、適當減少脫模劑的噴塗、加快試製過程節奏縮短擠壓鑄造循環時間等方法控制和改進工藝參數,獲得了質量和性能良好的支架鑄件。支架擠壓鑄造件本體取樣檢測結果表明,抗拉強度和延伸率分別達到380MPa和8%以上。支架高壓密封性實驗結果表明,支架可以承受2MPa(20個大氣壓)以上的油壓無泄漏。
