
螺紋牙型介紹
螺紋牙型是螺紋的幾何形狀。主要的牙型有:普通螺紋、梯形螺紋、矩形螺紋和鋸齒形螺紋。前兩種螺紋主要用於連線,後三種螺紋主要用於傳動。其中除了矩形螺紋之外,其他的螺紋已經標準化了。標準化螺紋可查有關標準。
螺紋牙型分類
螺紋牙型主要包括普通螺紋(即三角形螺紋)、梯形螺紋、矩形螺紋、鋸齒形螺紋。
| 螺紋類型 | 牙型圖 | 特點和套用 | |
| 連線螺紋 | 普通螺紋 | 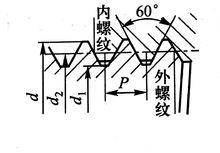 螺紋牙型 螺紋牙型 | 牙型為 等邊三角形,牙型角α=60°,內外螺紋宣和後留有徑向間隙。同一公稱直徑下,按螺距大小分為 粗牙和 細牙。細牙螺紋的螺型與粗牙相似,但是螺距小,升角小,自鎖性較好,強度高,因細牙不耐磨,容易滑扣。 一般 多用粗牙螺紋連線,細牙螺紋常用於細小零件。 |
| 連線螺紋 | 非螺紋密封的管螺紋 | 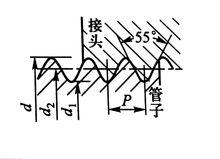 螺紋牙型 螺紋牙型 | 牙型為 等腰三角形,牙型角α=55°, 牙頂有較大圓角。 適用於管接頭、旋塞、閥門即其他附屬檔案。 |
| 連線螺紋 | 用於螺紋密封的管螺紋 | 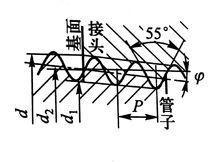 螺紋牙型 螺紋牙型 | 牙型為 等腰三角形,牙型角α=55°, 牙頂有較大圓角。 螺紋旋合後,利用本身的變形就可以保證連線的緊密性,不需要任何填料,密封簡單。 適用於管子、管接頭、旋塞、閥門和其它螺旋連線的附屬檔案。 |
| 連線 螺紋 | 米制錐螺紋 | 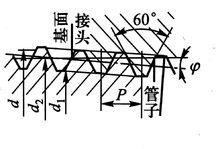 螺紋牙型 螺紋牙型 | 牙型角α=60°, 螺紋牙頂為平頂, 螺紋分布在錐度為1::1(ψ=1°47'24")的圓錐壁面上。 用於氣體或液體管路系統依靠螺紋密封的連線螺紋(水、煤氣管道用管螺紋除外)。 |
| 傳動螺紋 | 矩形螺紋 | 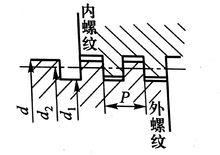 螺紋牙型 螺紋牙型 | 牙型為正方形,牙型角α=0°。其 傳動效率較其它螺紋 較高,但牙根強度較弱,螺旋副磨損後,間隙難以修復和補償,傳動精度降低。 矩形螺紋 尚未標準化。目前已被梯形螺紋逐漸代替。 |
| 傳動螺紋 | 梯形螺紋 | 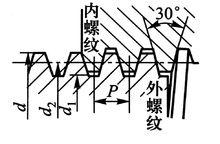 螺紋牙型 螺紋牙型 | 牙型為等腰梯形,牙型角α=30°。內、外螺紋以梯形貼緊,不易鬆動。與矩形螺紋相比,傳動效率略低,但 工藝性能好,牙根強度高,對中性好。 梯形螺紋是最常用的傳動螺紋。 |
| 傳動螺紋 | 鋸齒形螺紋 | 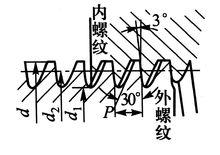 螺紋牙型 螺紋牙型 | 牙型為不等腰梯形,工作面的牙測角為3°,非工作面的牙側角為30°。外螺紋牙根有較大圓角,以減小應力集中。內、外螺紋旋合後,大徑出無間隙,便於對中。 這種螺紋 兼具有梯形螺紋的 牙根強度高、矩型螺紋 傳動效率高的 特點,但 只能用於單向受力的螺紋連線或螺旋傳動中,如螺旋壓力機。 |
螺紋牙型加工
對於緊固螺紋和無傳動精度的傳動螺紋
螺紋的表面加工指要求中徑和頂徑的尺寸精度。
對於有傳動進度要求的傳動螺紋
除了要求中徑和頂徑的尺寸精度之外,還要求螺距和牙型的形狀精度,但國內標準值規定了中徑和頂徑的尺寸精度,螺距和牙型的形狀精度由中徑的尺寸精度保證。
常用的加工方法
螺紋的常見 切削加工方法有:車螺紋、銑螺紋、磨螺紋、攻螺紋和套螺紋等。
少 無切削加工的方法有:搓螺紋和滾螺紋。
特種加工方法有:迴轉式電火花加工和共軛迴轉式電火花加工。
