![螺紋[沿螺旋線形成的連續凸起或凹陷]](/img/3/4e7/nBnauM3XygzMwUTM3UDMxQDO0UTM5UTNxETN1ADMwAjMwIzL1AzLyYzLt92YucmbvRWdo5Cd0FmLyE2LvoDc0RHa.jpg "螺紋[沿螺旋線形成的連續凸起或凹陷]")
基本參數
相關知識
 螺紋加工
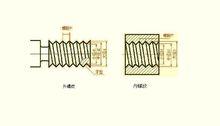
螺紋加工在圓柱或圓錐表面上,沿著螺旋線所形成的具有規定牙型的連續凸起。凸起是指螺紋兩側面的實體部分。又稱牙。
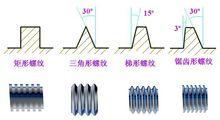
在機械加工中,螺紋是在一根圓柱形的軸上(或內孔表面)用刀具或砂輪切成的,此時工件轉一轉,刀具沿著工件軸向移動一定的距離,刀具在工件上切出的痕跡就是螺紋。在外圓表面形成的螺紋稱外螺紋。在內孔表面形成的螺紋稱內螺紋。螺紋的基礎是圓軸表面的螺旋線。通常若螺紋的斷面為三角形,則叫三角螺紋;斷面為梯形叫做梯形螺紋;斷面為鋸齒形叫做鋸齒形螺紋;斷面為方形叫做方牙螺紋;斷面為圓弧形叫做圓弧形螺紋等等。
幾何參數
圓柱螺紋主要幾何參數
 螺紋參數
螺紋參數①外徑(大徑),與外螺紋牙頂或內螺紋牙底相重合的假想圓柱體直徑。螺紋的公稱直徑即大徑。
②內徑(小徑),與外螺紋牙底或內螺紋牙頂相重合的假想圓柱體直徑。
③中徑,母線通過牙型上凸起和溝槽兩者寬度相等的假想圓柱體直徑。
④螺距,相鄰牙在中徑線上對應兩點間的軸向距離。
⑤導程,同一螺旋線上相鄰牙在中徑線上對應兩點間的軸向距離。
⑥牙型角,螺紋牙型上相鄰兩牙側間的夾角。
⑦螺紋升角,中徑圓柱上螺旋線的切線與垂直於螺紋軸線的平面之間的夾角。
 螺紋的要素
螺紋的要素⑧工作高度,兩相配合螺紋牙型上相互重合部分在垂直於螺紋軸線方向上的距離等。螺紋的公稱直徑除管螺紋以管子內徑為公稱直徑外,其餘都以外徑為公稱直徑。螺紋已標準化,有米制(公制)和英制兩種。國際標準採用米制,中國也採用米制。
除管螺紋以管子內徑為公稱直徑外,其餘螺紋都以外徑為公稱直徑。 螺紋升角小於摩擦角的螺紋副,在軸向力作用下不松轉,稱為自鎖,其傳動效率較低。
圓柱螺紋中,三角形螺紋自鎖性能好。它分粗牙和細牙兩種,一般聯接多用粗牙螺紋。細牙的螺距小,升角小,自鎖性能更好,常用於細小零件薄壁管中,有振動或變載荷的聯接,以及微調裝置等。
錐螺紋的牙型為三角形,主要靠牙的變形來保證螺紋副的緊密性,多用於管件。
結構分類
 螺紋
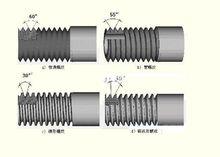
螺紋螺紋按其截面形狀(牙型)分為三角形螺紋、矩形螺紋、梯形螺紋和鋸齒形螺紋等。其中三角形螺紋主要用於聯接(見螺紋聯接),矩形、梯形和鋸齒形螺紋主要用於傳動。螺紋分布在母體外表面的叫外螺紋,在母體內表面的叫內螺紋。在圓柱母體上形成的螺紋叫圓柱螺紋,在圓錐母體上形成的螺紋叫圓錐螺紋。螺紋按螺旋線方向分為左旋的和右旋的兩種,一般用右旋螺紋。螺紋可分為單線的和多線的,聯接用的多為單線;用於傳動時要求進升快或效率高,採用雙線或多線,但一般不超過4線。
 螺紋旋向
螺紋旋向三角形螺紋主要用於聯接,矩形、梯形和鋸齒形螺紋主要用於傳動;按螺旋線方向分為左旋螺紋和右旋螺紋,一般用右旋螺紋;按螺旋線的數量分為單線螺紋、雙線螺紋及多線螺紋;聯接用的多為單線,傳動用的採用雙線或多線;按牙的大小分為粗牙螺紋和細牙螺紋等,按使用場合和功能不同,可分為緊固螺紋、管螺紋、傳動螺紋、專用螺紋等。
圓柱螺紋中﹐三角形螺紋自鎖性能好。它分粗牙和細牙兩種﹐一般聯接多用粗牙螺紋。細牙的螺距小,升角小,自鎖性能更好,常用於細小零件薄壁管中,有振動或變載荷的聯接以及微調裝置等。管螺紋用於管件緊密聯接。矩形螺紋效率高,但因不易磨製,且內外螺紋旋合定心較難,故常為梯形螺紋所代替。鋸齒形螺紋牙的工作邊接近矩形直邊,多用於承受單向軸向力。
圓錐螺紋的牙型為三角形,主要靠牙的變形來保證螺紋副的緊密性,多用於管件。
按密封性是又分為密封螺紋和非密封螺紋。
用途套用
加工
模具
直接用模具加工出螺紋的方法
滾壓
用成形滾壓模具使工件產生塑性變形以獲得螺紋的加工方法。螺紋滾壓一般在滾絲機。搓絲機或在附裝自動開合螺紋滾壓頭的自動車床上進行,適用於大批量生產標準緊固件和其它螺紋聯接件的外螺紋。滾壓螺紋的外徑一般不超過 25毫米,長度不大於100毫米,螺紋精度可達2級(GB197-63),所用坯件的直徑大致與被加工螺紋的中徑相等。滾壓一般不能加工內螺紋,但對材質較軟的工件可用無槽擠壓絲錐冷擠內螺紋(最大直徑可達30毫米左右),工作原理與攻絲類似。冷擠內螺紋時所需扭距約比攻絲大1倍,加工精度和表面質量比攻絲略高。
螺紋滾壓的優點是﹕表面粗糙度小於車削﹑銑削和磨削;滾壓後的螺紋表面因冷作硬化而能提高強度和硬度;材料利用率高;生產率比切削加工成倍增長,且易於實現自動化;滾壓模具壽命很長。但滾壓螺紋要求工件材料的硬度不超過HRC40;對毛坯尺寸精度要求較高;對滾壓模具的精度和硬度要求也高,製造模具比較困難;不適於滾壓牙形不對稱的螺紋。
按滾壓模具的不同,螺紋滾壓可分搓絲和滾絲兩類。
搓絲兩塊帶螺紋牙形的搓絲板錯開 1/2螺距相對布置,靜板固定不動,動板作平行於靜板的往復直線運動。當工件送入兩板之間時,動板前進搓壓工件,使其表麵塑性變形而成螺紋。
滾絲有徑向滾絲﹑切向滾絲和滾壓頭滾絲 3種。
徑向滾絲﹕2個(或3個)帶螺紋牙形的滾絲輪安裝在互相平行的軸上,工件放在兩輪之間的支承上,兩輪同向等速旋轉,其中一輪還作徑向進給運動。工件在滾絲輪帶動下旋轉,表面受徑向擠壓形成螺紋。對某些精度要求不高的絲槓,也可採用類似的方法滾壓成形。
切向滾絲﹕又稱行星式滾絲,滾壓工具由1個旋轉的中央滾絲輪和3塊固定的弧形絲板組成。滾絲時,工件可以連續送進,故生產率比搓絲和徑向滾絲高。
滾絲頭滾絲﹕在自動車床上進行,一般用於加工工件上的短螺紋。滾壓頭中有3~4個均布於工件外周的滾絲輪。滾絲時,工件旋轉,滾壓頭軸向進給,將工件滾壓出螺紋。
切削
指用成形刀具或磨具在工件上加工螺紋的方法。
螺紋銑削:在螺紋銑床上用盤形銑刀或梳形銑刀進行銑削。盤形銑刀主要用於銑削絲桿﹑蝸桿等工件上的
 螺紋銑刀
螺紋銑刀梯形外螺紋。梳形銑刀用於銑削內﹑外普通螺紋和錐螺紋,由於是用多刃銑刀銑削﹑其工作部分的長度又大於
被加工螺紋的長度,故工件只需要旋轉1.25~1.5轉就可加工完成,生產率很高。螺紋銑削的螺距精度一般能達 8~9級,表面粗糙度為R 5~0.63微米。這種方法適用於成批生產一般精度的螺紋工件或磨削前的粗加工。
在科技發達技術先進的今天加工中心成為各生產企業不可代替的工具,所以螺紋加工越來越多都是用銑削加工,效率高 步驟簡化 精度高 從而給企業帶來更大的效益。為了適應這一需求 很多公司應需而生。為一些特殊需求的螺紋提供專業的方案。
螺紋磨削:主要用於在螺紋磨床上加工淬硬工件的精密螺紋,按砂輪截面形狀不同分單線砂輪和多線砂輪磨削兩種。單線砂輪磨削能達到的螺距精度為5~6級,表面粗糙度為R1.25~0.08微米,砂輪修整較方便。這種方法適於磨削精密絲槓﹑螺紋量規﹑蝸桿﹑小批量的螺紋工件和鏟磨精密滾刀。多線砂輪磨削又分縱磨法和切入磨法兩種。縱磨法的砂輪寬度小於被磨螺紋長度,砂輪縱向移動一次或數次行程即可把螺紋磨到最後尺寸。切入磨法的砂輪寬度大於被磨螺紋長度,砂輪徑向切入工件表面,工件約轉1.25轉就可磨好,生產率較高,但精度稍低,砂輪修整比較複雜。切入磨法適於鏟磨批量較大的絲錐和磨削某些緊固用的螺紋。
螺紋研磨:用鑄鐵等較軟材料製成螺母型或螺桿型的螺紋研具,對工件上已加工的螺紋存在螺距誤差的部位進行正反向旋轉研磨,以提高螺距精度。淬硬的內螺紋通常也用研磨的方法消除變形,提高精度。
攻絲和套絲:攻絲是用一定的扭距將絲錐旋入工件上預鑽的底孔中加工出內螺紋。套絲是用板牙在棒料(或管料)工件上切出外螺紋。攻絲或套絲的加工精度取決於絲錐或板牙的精度。加工內﹑外螺紋的方法雖然很多,但小直徑的內螺紋只能依靠絲錐加工。攻絲和套絲可用手工操作,也可用車床﹑鑽床﹑攻絲機和套絲機。
車削
車削螺紋注意事項:考慮螺紋加工牙型的膨脹量,外螺紋大徑(公稱直徑d )一般應車得比基本尺寸小0.2~0.4mm(約0.13P),保證車好螺紋後牙頂處有0.125P的寬度(P是螺距),鏜內螺紋的底孔時保證底孔直徑為公稱直徑-P。。螺紋切削應注意在兩端設定足夠的升速進刀段δ1和降速退刀段δ2,以剔除兩端因變速而出現的非標準螺距的螺紋段。同理,在螺紋切削過程中,進給速度修調功能和進給暫停功能無效;若此時按進給暫停鍵,刀具將在螺紋段加工完後才停止運動。螺紋加工的進刀量可以參考螺紋底徑,即螺紋刀最終進刀位置。螺紋小徑為:大徑-1.2倍螺距;螺紋加工的進刀量應不斷減少,具體進刀量根據刀具及工件材料進行選擇,但最後一次不要小於0.1mm。螺紋加工完成後可以通過觀察螺紋牙型判斷螺紋質量及時採取措施。但應注意對外螺紋來說當螺紋牙頂未尖時,增加刀的切入量反而會使螺紋大徑增大,增大量視材料塑性而定,當牙頂已被削尖時,增加刀的切入量則大徑成比例減小,根據這一特點要正確對待螺紋的切入量,防止報廢。對於一般標準螺紋,都採用螺紋環規或塞規來測量。在測量外螺紋時,如果螺紋“過端”環規(通規)正好旋進,而“止端”環規(止規)旋不進,則說明所加工的螺紋符合要求,反之就不合格。測量內螺紋時,採用螺紋塞規,以相同的方法進行測量。除螺紋環規或塞規測量外還可以利用其它量具進行測量,用螺紋千分尺測量螺紋中徑等等。
螺紋底孔D鑽=D-P
D螺紋大徑P螺距
確定目的:攻螺紋時不會因擠壓作用,使螺紋牙頂與牙底之間不咬死(用絲錐攻的時候也有這個現象)保證有效的工作高度等!
底孔深度H鑽=h有效+0.7D
h有效螺紋有效深度 D螺紋大徑
確定目的:主要是在不通孔時用絲錐攻螺紋時絲錐切削部分有錐角,端部不能切出完整的牙型,所以鑽孔深度要大於螺紋的有效深度。
M8有粗牙,細牙之分
1.粗牙M8的,螺距P=1.25,粗牙記法:M8(省略螺距);
2.細牙M8的,螺距P=1,細牙記法:M8x1。
螺紋密封:
任何平面都不可能完全緊密接觸,需防漏密封,傳統方法是用橡膠、石棉、金屬等墊片,但因老化或腐蝕很快就會泄漏。而以厭氧膠來代替固體墊片,固化後可實現緊密接觸,使密封性更耐久。麥特雷超級潤滑劑是一種有多種用途的特殊惰性材料,用於螺紋管接頭和螺紋插塞的密封、法蘭盤配合面的密封、機械箱體結合面的密封等,都有良好的防漏效果。
超級潤滑劑主要用於降低金屬間接觸。作為一種螺紋密封複合物,該產品在外螺紋和內螺紋間形成一個接觸面,可以保護接頭免受摩擦和磨損影響,同時可以承受1407公斤/厘米2的壓力,甚至是磨損,腐蝕或錯誤機加工的螺紋面。該產品也是一種極好的齒輪箱添加劑,可以在內部件上形成以一層薄膜。從而降低摩擦,齒輪噪音以及泄露。它也明顯降低力矩應力,滿足動力減壓需求。它可以用於墊圈面或作為一種填料補充,通過密封以防止流體泄露。可以在316°C的溫度下套用。該產品可以在不鏽鋼,鋁,鐵,鋇,玻璃纖維,塑膠施工,不會被酸,鹼或普通溶劑影響。
螺紋密封套用指導:將套用麥特雷Blu‐Goo超級密封潤滑劑塗抹在內螺紋和外螺紋上,用刷子或其他套用工具塗抹均勻。
測量
 螺紋測量
螺紋測量1、對於一般標準螺紋,都採用螺紋環規或塞規來測量。
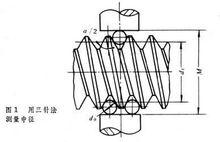
2、螺紋千分尺是用來測量螺紋中徑的。用量針測量螺紋中徑的方法稱三針量法。
3、齒厚遊標卡尺用來測量梯形螺紋中徑牙厚和蝸桿節徑齒厚。
4、其他參數測量用專用量具和儀器。
通用標準
GB/T 14791-1993 螺紋術語
GB/T 4459.1-1995機械製圖螺紋及螺紋緊固件表示法
普通
GB/T 192-2003 普通螺紋 基本牙型
GB/T 193-2003 普通螺紋 直徑與螺距系列
![螺紋[沿螺旋線形成的連續凸起或凹陷]](/img/a/7fc/wZwpmLyETO5kzN4ITM5YzM1UTM1QDN5MjM5ADMwAjMwUzLyEzLyczLt92YucmbvRWdo5Cd0FmL0E2LvoDc0RHa.jpg) 螺紋[沿螺旋線形成的連續凸起或凹陷]
螺紋[沿螺旋線形成的連續凸起或凹陷]GB/T 196-2003 普通螺紋 基本尺寸
GB/T 197-2003 普通螺紋 公差
GB/T 2516-2003 普通螺紋 極限偏差
GB/T 1167-1996 過渡配合螺紋
GB/T 1181-1998 過盈配合螺紋
GB/T 9144-2003 普通螺紋 優選系列
GB/T 9145-2003 普通螺紋 中等精度、優選系列的極限尺寸
GB/T 9146-2003 普通螺紋 粗糙精度、優選系列的極限尺寸
管形
GB/T 7306.1-2000 55°密封管螺紋 第1部分:圓柱內螺紋與圓錐外螺紋
GB/T 7306.2-2000 55°密封管螺紋 第2部分:圓錐內螺紋與圓錐外螺紋
GB/T 7307-2001 55°非密封管螺紋
GB/T 1415-2008 米制密封螺紋
GB/T 9253.2-1999 石油天然氣工業套管、油管和管線管螺紋的加工、測量和檢驗
GB/T 18052-2000 套管、油管和管線管螺紋的測量和檢驗方法
GB/T 10922-2006 55°非密封管螺紋量規
GB/T 20324-2006 G系列圓柱管螺紋圓板牙
GB/T 20333-2006 圓柱和圓錐管螺紋絲錐的基本尺寸和標誌
GB/T 20334-2006 G系列和Rp系列管螺紋磨牙絲錐的螺紋尺寸公差
GB/T 20328-2006 R系列圓錐管螺紋圓板牙
GB/T 21267-2007 石油天然氣工業套管及油管螺紋連線試驗程式
GB/T 22091.1-2008 55°密封管螺紋量規第1部分:用於檢驗圓柱內螺紋與圓錐外螺紋
GB/T 27944-2011 60°乾密封管螺紋
GB/T 12716-2011 60°密封管螺紋
梯形
GB/T 5796.1-2005 梯形螺紋 第1部分:牙型
GB/T 5796.2-2005 梯形螺紋 第2部分:直徑與螺距系列
GB/T 5796.3-2005 梯形螺紋 第3部分:基本尺寸
GB/T 5796.4-2005 梯形螺紋 第4部分:公差
GB/T 12359-2008 梯形螺紋 極限尺寸
GB/T 8124-2004 梯形螺紋量規技術條件
GB/T 28256-2012 梯形螺紋絲錐
物鏡
GB/T 22055.1-2008 顯微鏡 物鏡螺紋 第1部分:RMS型物鏡螺紋(4/5 in×1/36 in)
GB/T 22055.2-2008 顯微鏡 物鏡螺紋 第2部分:M25×0.75mm型物鏡螺紋
統一
GB/T 20666-2006 統一螺紋 公差
GB/T 20667-2006 統一螺紋 極限尺寸
GB/T 20668-2006 統一螺紋 基本尺寸
GB/T 20669-2006 統一螺紋 牙型
GB/T 20670-2006 統一螺紋 直徑與牙數系列
鋸齒
GB/T 13576.1-2008 鋸齒形(3°、30°)螺紋 第1部分:牙型
GB/T 13576.2-2008 鋸齒形(3°、30°)螺紋 第2部分:直徑與螺距系列
GB/T 13576.3-2008 鋸齒形(3°、30°)螺紋 第3部分:基本尺寸
GB/T 13576.4-2008 鋸齒形(3°、30°)螺紋 第4部分:公差
小型
GB/T 15054.1-1994 小螺紋 牙型
GB/T 15054.2-1994 小螺紋 直徑與螺距系列
GB/T 15054.3-1994 小螺紋 基本尺寸
GB/T 15054.4-1994 小螺紋 公差
GB/T 15054.5-1994 小螺紋 極限尺寸
GB/T 15756-2008 普通螺紋 極限尺寸
錐形
GB/T 968-2007 絲錐螺紋公差
GB/T 5629-2008 擴口式錐螺紋彎通管接頭
GB/T 3736-2008 卡套式錐螺紋長管接頭 24°
GB/T 5626-2008 擴口式錐螺紋直通管接頭
GB/T 3744-2008 卡套式錐螺紋彎通三通管接頭 24°
GB/T 5635-2008 擴口式錐螺紋三通管接頭
GB/T 5627-2008 擴口式錐螺紋長管接頭
GB/T 3739-2008 卡套式錐螺紋彎通管接頭
GB/T 3734-2008 卡套式錐螺紋直通管接頭
GB/T 3742-2008 卡套式錐螺紋三通管接頭
GB/T 10878-2011 氣瓶錐螺紋絲錐
特種
GB 8335-1998 氣瓶專用螺紋(已作廢)
GB 9765-2009 輪胎氣門嘴螺紋
注意問題
標準畫法
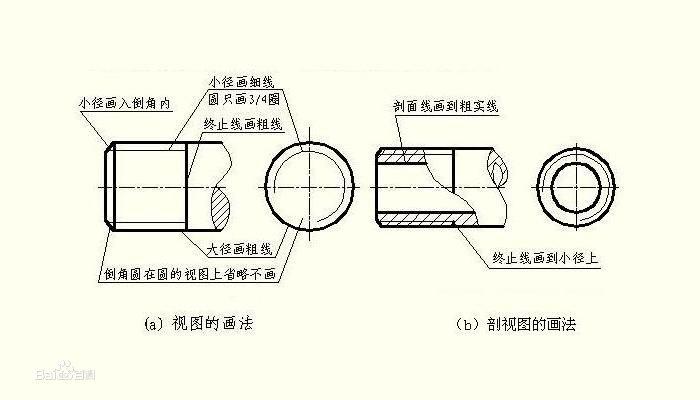 內外螺紋的畫法
內外螺紋的畫法在機械製圖中,螺紋和螺紋緊固件的視圖作圖比較繁瑣。為提高 製圖效率,通常採用規定畫法(見圖)。國際標準ISO和中國機械製圖標準都規定:螺紋牙頂用粗實線 表示,牙底用細實線表示,在垂直於螺紋軸線的投影面的視圖中,表示牙底的細實線只畫3/4圈,螺紋的終止界限用粗實線表示。螺紋的牙型、直徑、螺距……等則在標註尺寸中用螺紋代號標明。在裝配圖的剖視圖中,規定螺紋緊固件均按未剖切繪製,並對常見的螺紋緊固件規定了簡化畫法,如六角頭螺栓、六角螺母和墊圈的一組緊固件可按圖中的畫法繪製。
標註說明
國家標準規定的標準螺紋標註方法中,第一個字母代表螺紋代號,例如:M表示普通螺紋、G表示非螺紋密封的管螺紋、R表示用螺紋密封的管螺紋、Tr表示梯形螺紋等。第二個數字表示螺紋公稱直徑,也就是螺紋的大徑。它表示的是螺紋的最大直徑,單位為毫米。往後的符號分別是螺距、導程、旋轉、中徑公差代號、頂徑公差代號、旋合長度代號。
M6的意思就是公稱直徑為6mm的普通螺紋。
檢驗測量
檢測系統
①硬體系統螺紋參數自動檢測系統基於PC架構,主要由照明系統、CCD相機和光路成像系統、、圖像採集卡、圖像處理系統、機械檢測系統以及電控系統等組成。
測量時,經照明系統照明後,通過CCD相機和光路成像系統採集緊固件的螺紋圖像,然後經過圖像採集卡,將數位化圖像傳到計算機,計算機對該數字圖像按相應算法處理後,計算出螺紋的牙型角、螺距和中徑等參數,並與標準進行比較,計算出偏差。
②軟體系統螺紋參數自動檢測的軟體系統主要包括系統控制模組圖像處理模組等。
系統控制模組:初始化;完成系統圖像接口卡及標準參數的初始化配置。圖像操作;採集並保存8位的灰色圖像,捕獲圖像到記憶體。
圖像處理模組:圖像處理模組包括減少噪聲、突出螺紋輪廓邊緣信息的圖像預處理算法,檢測和提取輪廓邊緣信息的邊緣檢測和提取算法,測量數字圖像實際尺寸的系統標定算法,以及用於計算螺紋參數的算法等。
測量方法
①螺紋夾角的測量
螺紋夾角也叫牙型角。螺紋夾角的測量可通過測量側面角來實現,螺紋側面角是螺紋側面與螺紋軸線的垂直面之間的夾角。螺紋牙的近似輪廓在螺紋兩側直線段採樣,對採樣點進行直線最小二乘擬合。
②螺距的測量
螺距是指螺紋上某一點至相鄰螺紋牙上對應點之間的距離。測量時必須平行於螺紋軸線。
③螺紋中徑的測量
螺紋中徑是中徑線沿垂直於軸線距離,中徑線是一個假想的線。
測量結果
採用機器視覺技術,設計螺紋參數測量自動檢測系統,並對標準螺紋試樣的螺紋夾角、螺距和中徑等參數進行測量。測量結果表明,螺紋參數在規定的誤差範圍之內。由於視覺檢測具有高效和可靠的特點,經過進一步考察,認為可用於生產實踐中
螺距表
| 公制螺紋公稱直徑、螺距表 | |||||
| 公稱直徑 | 螺距 | 公稱直徑 | 螺距 | 公稱直徑 | 螺距 |
| 1 | 0.25 | 12 | 1.75 | 36 | 4 |
| 2 | 0.4 | 14 | 2 | 39 | 4 |
| 2.5 | 0.45 | 16 | 2 | 42 | 4.5 |
| 3 | 0.5 | 18 | 2.5 | 45 | 4.5 |
| 3.5 | 0.5 | 20 | 2.5 | 48 | 5 |
| 4 | 0.7 | 22 | 2.5 | 52 | 5 |
| 5 | 0.8 | 24 | 3 | 56 | 5.5 |
| 6 | 1 | 27 | 3 | 60 | 5.5 |
| 8 | 1.25 | 30 | 3.5 | 64 | 6 |
| 10 | 1.5 | 33 | 3.5 | 68 | 6 |
| 英制螺紋公稱直徑、螺距表 | |||||
| 公稱直徑 | 大徑 | 小徑 | 公稱直徑 | 大徑 | 小徑 |
| 3/16 | 4.63 | 3.7 | 7/8 | 21.96 | 19.3 |
| 1/4 | 6.2 | 5.1 | 1 | 25.11 | 22 |
| 5/16 | 7.78 | 6.5 | 11/8 | 28.25 | 24.7 |
| 3/8 | 9.36 | 7.9 | 11/4 | 31.42 | 27.9 |
| 7/16 | 10.93 | 9.3 | 11/2 | 37.73 | 33.5 |
| 1/2 | 12.5 | 10.5 | 15/8 | 40.85 | 35.8 |
| 9/16 | 14.08 | 12.1 | 13/4 | 44.02 | 39 |
| 5/8 | 15.65 | 13.5 | 17/8 | 47.15 | 41.5 |
| 3/4 | 18.81 | 16.4 | 2 | 50.32 | 44.7 |
| 圓柱管螺紋公稱直徑表 | |||||
| 公稱直徑 | 大徑 | 小徑 | 公稱直徑 | 大徑 | 小徑 |
| 1/8 | 9.81 | 8.5 | 1 | 33.25 | 30.5 |
| 1/4 | 13.16 | 11.7 | 11/8 | 38.2 | 35.2 |
| 3/8 | 16.66 | 15.2 | 11/4 | 41.91 | 39.2 |
| 1/2 | 20.95 | 18.9 | 13/8 | 43.85 | 41.6 |
| 5/8 | 22.85 | 20.8 | 11/2 | 47.8 | 45.1 |
| 3/4 | 26.44 | 24.3 | 13/4 | 53.62 | 51 |
| 7/8 | 29.28 | 28.1 | 2 | 59.62 | 57 |
| 圓錐管螺紋公稱直徑表 | |||||
| 公稱直徑 | 大徑 | 小徑 | 公稱直徑 | 大徑 | 小徑 |
| 1/8 | 9.73 | 8.4 | 1 | 33.25 | 30 |
| 1/4 | 13.16 | 11.3 | 11/8 | 37.6 | 34.7 |
| 3/8 | 16.66 | 14.8 | 11/4 | 41.91 | 38.6 |
| 1/2 | 20.95 | 18.5 | 13/8 | 43.4 | 41.1 |
| 5/8 | 22.7 | 20.5 | 11/2 | 47.8 | 44.6 |
| 3/4 | 26.44 | 24 | 13/4 | 53.62 | 50.5 |
| 7/8 | 30.02 | 27.6 | 2 | 59.61 | 56.3 |
