簡介
通過高精度氣浮軸承系統驅動測針與被測螺紋接觸掃描,採用進口高精度光柵測量系統記錄接觸掃描過程中水平和垂直方向的坐標變化記錄,由計算機將二維記錄數據進行合成,按螺紋參數的相關定義進行分析,計算獲得螺紋的各種參數。
結構原理
儀器包括光柵感測器、氣浮軸承系統、測控箱、檢定夾具、檢定軟體、工業計算機和印表機。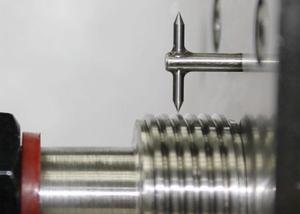
螺紋測量儀採用計量光柵尺作為長度標準,採用工業計算機進行控制。計算機在用戶點擊“開始檢定”後,會根據用戶選擇被測螺紋的標準和輸入被測螺紋的參數值、檢測量程等信息後,向控制箱的微處理器發出相應控制指令;測控箱收到指令後,自動控制微型直流電機精確驅動測針與被測螺紋接觸掃描,由光柵測量系統記錄接觸掃描過程中水平和垂直方向的坐標變化記錄,形成檢定記錄和結論,保存到資料庫並供客戶進行報告列印。
測量方法對比
測量方法 | 使用設備 | 優點 | 缺點 |
綜合測量法(量規測量法) | 螺紋量規 | 效率高、便於批量檢測 | 只能針對單一公差尺寸測量、無法提供測量的精確數據、人為影響大 |
螺紋的單項測量(量針法) | 測長機、千分尺 | 三針測量外螺紋中徑,精度可達4~8um | 只能測量單一參數 |
影像法 | 萬能工具顯微鏡 | 一次可測出多個參數 | 只能測量外螺紋,且對螺紋表面質量要求高 |
雷射三角測量法 | 雷射干涉儀 | 一次可測出多個參數 | 受螺紋表面質量、牙型角、外界環境等因素的影響,測量儀成本較高 |
三坐標測量儀 | 三坐標 | 一次可測出多個參數 | 測量頭結構偏大,對小螺紋和內螺紋的測量有局限性,測量儀成本較高 |
接觸掃描式 | 螺紋測量儀 | 一次可測出多個參數,測量精度高、速度快、範圍廣,可測量小螺紋和內螺紋,目前最好的螺紋測量方案 | / |
技術參數
外尺寸測量範圍mm | 0~50 | 1.0~90 | 1.0~150 | ||
內尺寸測量範圍mm | 2.5~60 | 2.5~100 | 2.5~160 | ||
最大掃描範圍mm | 25 | 60 | 60 | ||
最小螺距mm | 0.1 | 0.1 | 0.1 | ||
儀器重量kg | 180 | 190 | 200 | ||
測量不確定度 | |||||
圓柱螺紋環規或錐型螺紋環規(10 mm以上小徑,牙型半角≥27°) | |||||
小徑μm | 2.0 + L/200 | 3.0 + L/200 | 3.0 + L/200 | ||
實際螺紋中徑μm | 2.0 + L/200 | 3.0 + L/200 | 3.0 + L/200 | ||
螺距μm | 0.75 + L/200 | 0.75 + L/200 | 0.75 + L/200 | ||
圓柱螺紋環規或錐型螺紋環規(2.5~10 mm小徑,牙型半角≥27°) | |||||
小徑μm | 2.5 + L/200 | 3.0 + L/200 | 3.0 + L/200 | ||
實際螺紋中徑μm | 2.5 + L/200 | 3.0 + L/200 | 3.0 + L/200 | ||
螺距μm | 0.75 + L/200 | 0.75 + L/200 | 0.75 + L/200 | ||
圓柱螺紋塞規或錐型螺紋塞規(1mm上大徑,牙型半角≥27°) | |||||
大徑μm | 1.5 + L/200 | 2.5 + L/200 | 2.5 + L/200 | ||
實際螺紋中徑μm | 1.5 + L/200 | 2.5 + L/200 | 2.5 + L/200 | ||
螺距μm | 0.75 + L/200 | 0.75 + L/200 | 0.75 + L/200 | ||
光面圓柱環規或錐型光面規(直徑10mm以上) | |||||
光面環規直徑μm | 0.7 + L/200 | 1.5 + L/200 | 1.5 + L/200 | ||
光面塞規直徑μm | 0.7 + L/200 | 1.5 + L/200 | 1.5 + L/200 | ||
光面圓柱環規或錐型光面規(直徑1~10 mm ) | |||||
光面環規直徑μm | 1.5 + L/200 | 2.0 + L/200 | 2.0 + L/200 | ||
光面塞規直徑μm | 1.5 + L/200 | 2.0 + L/200 | 2.0 + L/200 | ||
