
簡介
螺旋焊按焊縫形狀可分為直縫焊管和螺旋焊管。電焊鋼管用於石油鑽采和機械製造業等。爐焊管可用作水煤氣管等,大口徑直縫焊管用於高壓油氣輸送等;螺旋焊管用於油氣輸送、管樁、橋墩等。焊接鋼管比無縫鋼管成本低、生產效率高。
螺旋焊生產工藝簡單,生產效率高,成本低,發展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~100%,而且生產速度較低。因此,較小口徑的焊管大都採用直縫焊,大口徑焊管則大多採用螺旋焊。
工藝流程
螺旋焊管法是一種採用的電焊管生產方法。它是用螺旋成型機把帶鋼卷取成螺旋狀管筒,然後用埋弧焊接法製造大直徑鋼管的一種方法。螺旋焊管機組的生產工藝流程如下圖所示。
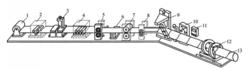 工藝流程
工藝流程螺旋焊管法的優點是:用同一尺寸的帶鋼能製造出多種外徑尺寸的鋼管;在一套成型機上能成型多種外徑尺寸的鋼管,設備共用性強、投資少;操作簡便,有利於生產大直徑的鋼管;焊縫殘餘應力小,焊接質量高。其缺點是焊縫長,生產效率低。目前螺旋焊管的最大直徑已達3 m,厚度達28 mm。
螺旋成型器
螺旋焊管的成型是在螺旋成型器上完成的,其成型方式有上捲成型和下捲成型,如下圖所示。
 成型方式
成型方式前者設備簡單、操作調整方便、生產產品規格範圍廣,但目前採用高頻電阻焊焊接鋼管卻需採用下捲成型法。螺旋成型器有三種基本形式:套筒式、輥式和芯棒式。
套筒式螺旋成型器如下圖所示,只適用於小口徑(Φ<520 mm)焊管的成型。
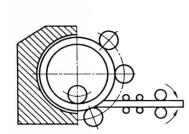 套筒式螺旋成型器
套筒式螺旋成型器其優點是造價低,易於操作和掌握,更換規格調整工作量小,但其成型阻力大,工具壽命短,對產品表面有擦傷。輥式螺旋成型器是依據三輥彎板機工作原理製成。這種成型器與帶鋼的接觸面呈滾動摩擦,阻力小,工具使用壽命長,對產品表面幾乎無擦傷。但其結構複雜,變換產品規格時調整工作量大。在生產產品規格少時,比套筒式成型器具有明顯優勢。芯棒式螺旋成型器適合於小直 徑、薄壁優質螺旋焊管的成型。但鋼管內表面可能因摩擦而擦傷。
螺旋焊管特點
螺旋焊管的特點如下:
(1)焊縫成螺旋形,故焊縫部分所承受的應力要比縱向焊縫小。因此,可以承受較大的內壓力,同時螺旋形的內外焊縫具有增加鋼管的剛性作用,鋼管強度一般比直縫焊管高。
(2)可以用比較窄的板生產管徑較大的焊管,一般焊縫的螺旋角為66°~35°,即帶鋼中心線與鋼管中心線的交角,故帶鋼寬度可以是鋼管圓周長的0.4~0.82倍,而且可以用一種寬度的鋼板生產多種直徑的鋼管。
(3)鋼管的直徑正確,偏差不大於0.12%,筆直度好,不需設定矯直和定徑工序。
(4)設備重量輕,投資少,機組有一定的靈活性,可以工地焊接。
缺點是由於以熱軋帶鋼作原料,因此在厚度方面和低溫韌性方面受到一定的限制;與相同長度的直縫管相比,焊縫長度增加30%~100%;鋼管外表面焊縫處有突出的尖峰,在焊縫高度和外觀形狀方面,不如直縫焊管。
