
落砂
鑄件的落砂是砂型鑄造生產過程中的重要工序之一。落砂就是在鑄型澆注並冷卻到一定溫度後,將鑄型破碎,使鑄型與砂箱分離,鑄件與型砂分離。近年來,落砂設備雖然有了一定的發展,但它的機械化程度遠遠落後於造型機械化的發展。因此,如何進一步提高落砂清理的機械化與自動化程度是一項很迫切的任務j
清理屬於鑄件後處理工序,它包括清砂—除芯及清除鑄件表面殘留砂,去除澆冒口,表面清理,去除多餘金屬—除飛翅、澆冒口殘餘等,熱處理,缺陷檢查,修補與矯正,塗底漆 清理工序繁多,勞動量大.往往還伴有煙、塵、振動、I噪聲和輻射熱,生產效率低,一直是鑄造生產的薄弱環節:因此,落砂與清理的機械化程度仍遠遠落後於造型等鑄件前處理工序,從而制約了整個鑄造業的進步與發展。
採用新的先進的落砂與清理工藝,研製和使用高效清理機械。精化鑄件,使生產出來的鑄件具有最少的清理工作量,、也就是說不儀要注意提高清理工作本身的機械化、自動化水平,也應從鑄件生產的全局入手,改善鑄件的前處理工序,以達到從根本上減少甚至消除落砂與清理的工作。
落砂機介紹
目前,在鑄造生產中普遍套用的落砂方法是振動法(撞擊法),即利用鑄型與落砂機之間的碰撞實現落砂、落砂機按產生振動的方法分為機械振動式和電磁振動式。機械振動式落砂機分為偏心振動式和慣性振動式,後者套用較為普遍。電磁振動式落砂機為我國首創,已在若於工廠採用:在一些高生產率的垂直分型無箱射壓造型機生產線上,採用了滾筒落砂機進行鑄型的落砂工作,以及有箱鑄型先由捅箱機捅出後再經滾筒落砂機進行落砂。
偏心振動落砂機
偏心振動落砂機是機械振動落砂的一種,它的工作原理如下圖所示。
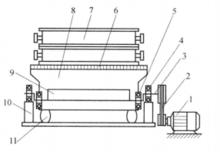 偏心振動落砂機
偏心振動落砂機它靠一根轉動的偏心軸3帶動整個落砂機框架和柵格運動:偏心軸通過一對支架軸承4支承在底座的支承架10上,而軸的偏心部分通過一對框架軸承5與框架8及柵格6連在一起。當電動機1通過V帶2帶動偏心軸鏇轉時,使落砂機框架產生振動:放在柵格上的鑄型不斷地被拋起,然後又靠自重下落與柵格發生撞擊.從而使鑄型破碎,型砂經柵格孔落下運走,砂箱及鑄件分別用運輸設備送出,平衡重9與偏心軸相對布置,用以減輕支承軸承4所受的動載荷。
這種落砂機的主要缺點是撞擊力全部由偏心軸及軸承所承受,並經由軸承傳給機器的基礎,因而大大降低了軸承等機件的使用壽命,並提高了對機器基礎的要求。
滾筒落砂機
下圖為冷卻落砂滾筒。欲落砂的鑄型山鑄型輸送機1逐個送入滾筒落砂機4的入口,並噴適當的水,目的是增濕冷卻。鑄型在滾筒中一面滾動,一面進行破碎,型砂進行混合,用風機將空氣由滾筒落砂機的出口處吸入,經過滾筒由滾筒入口的除塵罩排出,這樣達到降溫冷卻及除塵效果,因此在出口處的舊砂以及鑄件均得到冷卻。鑄件落入鑄件輸送機5 中送往清理工部,舊砂經滾筒出口的篩孔漏入膠帶輸送機6上送出。
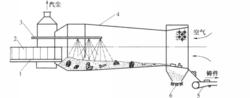 滾筒落砂機
滾筒落砂機滾筒落砂機由於可以做到完全密封,所以粉塵及噪聲容易控制,勞動條件好。冷卻滾筒落砂機可以同時完成落砂、鑄件冷卻、型砂破碎及冷卻等幾個工藝過程,所以目前套用越來越廣。落砂滾筒的缺點是薄壁鑄件在滾筒落砂過程中容易撞壞。
選擇落砂機的原則
落砂操作對鑄件的質量與損傷缺陷多少有一定的影響,選擇一台合適的落砂機應考慮以下選擇原則:
1、與生產量及生產率相適應
造型線上所用的落砂機應與主機的生產率相適應,即與造型線的生產節拍相適應。選用的落砂機生產率過低會使鑄型積塞,過高則造成不必要的浪費,而且落砂效果與落砂機的長短也要相適應。落砂機效率低、過短,則鑄件上的砂子落不盡;過快、過長,不但振壞鑄件,而且也造成不必要的浪費。
2、根據鑄型尺寸及重量大小選取 生產線一L,因鑄件大小及重量基本恆定,落砂機的台面尺寸及載重量,主要是根據鑄件尺寸大小及單位時間內通過落砂機的鑄型數來選擇機種與機型的。必要時可用兩台串聯。對於大件,根據一般經驗,其落砂機的台面寬度應是鑄型寬度與上下砂箱高度之和,或大於捅箱機捅出砂型的寬度200mm較合適。
非生產線上的落砂機應根據最常落砂的大件砂箱底面尺寸及重量來選用,而不能依不常落砂的大件及最大重量的鑄件來選用,否則將會因所選落砂機台面及噸位過大而造成浪費。
另外,對最重件可採用分箱落砂,用橋式起重機吊著鑄件即不摘鉤落砂,鑄型落砂前悶水等,都能減少落砂機的實際載荷,提高落砂效率,而不一定要選用大型落砂機。
3、與生產類型相配套
(1)鑄件類型:一般鑄鋼件鑄型難落砂;鑄鐵及非鐵合金鑄件易落砂且易振壞鑄件,不宜選用大振幅落砂機;鑄鋼件剛澆完的鑄型好落砂,鑄鐵件一般澆注後放的時問長些易落砂。
(2)砂箱結構:一般箱帶高而密的砂箱比低而稀的難落砂,格子形砂箱比條形砂箱帶難落砂,大砂箱比小砂箱好落砂,無箱造型更好落砂。
(3)型砂種類:乾模砂、水玻璃砂等高強度型砂比潮模砂、黏土砂等低強度
砂型更難落砂。樹脂砂能較好地落砂。
(4)車間工作制:平行作業、連續作業、兩班作業、三班作業等,都與選用
落砂機的生產率及落砂機布置有關。
4、考慮鑄件結構
一般形狀簡單鑄件比複雜的好落砂。大鑄件比小鑄件好落砂,這是因為大鑄件重,振動時向下的慣性力大,易脫離砂型。澆冒口大而多的鑄件及鑄型中帶鐵勾、鐵條和釘子等越多,越不好落砂。薄壁件、精密件不能用大振幅落砂機,也不能用滾筒落砂機落砂。
