
介紹
萬能銑頭是萬能銑床的主要附屬檔案之一, 可以用來擴大萬能銑床的萬能性。由於萬能銑頭主軸與銑床主軸之傳動比均為1:1,故該萬能銑頭具有與工具機相同的18種轉速。
銑頭主軸可以在相互垂直的兩個平面內迴轉, 故其有良好的萬能性。它不但能完成立銑、平銑的工作, 同時,還可以在工件的一次裝夾中, 進行任何角度的銑削。
萬能銑頭的分類
萬能角度頭的分類: 萬能角度頭主要分為機械式和電氣式2種,其中機械式又分為自動和手動。隨著電氣技術的進步,以力矩伺服電機為主驅動元件的電氣自動銑頭在模具、航空等的高速加工中取得廣泛套用,但電動銑頭力矩偏小,大扭矩、重切削的萬能銑頭還是機械式居多。萬能角度頭無論是機械式還是電氣式,製造工藝都極其複雜,高端萬能銑頭技術主要掌握在西方工具機巨頭手中,令人欣喜的是國內某些大型工具機廠已經開發製造出了萬能銑頭,打破了國外的技術壟斷和封鎖!
組成結構
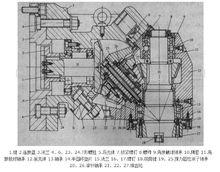 圖1 萬能銑頭部件結構
圖1 萬能銑頭部件結構圖1為萬能銑頭部件結構,主要由前殼體12、後殼體 5、法蘭3、傳動軸Ⅱ和Ⅲ、主軸Ⅳ及兩對弧齒錐齒輪組成。萬 能銑頭用螺柱和定位銷安裝在滑枕前端。銑削主運動由滑枕上 的傳動軸Ⅰ的端面鍵傳到軸Ⅱ,端面鍵與連線盤2的徑向槽相 配合,連線盤與軸Ⅱ之間由兩個平鍵1傳遞運動。軸Ⅱ右端為 弧齒錐齒輪,通過軸Ⅲ上的兩個錐齒輪22、21和用花鍵聯接方 式裝在主軸Ⅳ上的錐齒輪27,將運動傳到主軸上。主軸為空心 軸,前端有7:24的內錐孔,用於刀具或刀具心軸的定心,通 孔用於安裝拉緊刀具的拉桿通過。主軸端面有徑向槽,並裝有 兩個端面鍵18,用於主軸向刀具傳遞轉矩。
萬能銑頭能通過兩個互成45°的迴轉面A和B調節主軸Ⅳ 的方位,在法蘭3的迴轉面A上開有T形圓環槽a,鬆開T形 螺柱4和24,可使銑頭繞水平軸Ⅱ轉動,調整到所要求的位置 後將T形螺柱擰緊即可;在萬能銑頭後殼體5的迴轉面B內, 開有T形圓環槽b,鬆開T形螺柱6和23,可使銑頭主軸繞與 水平軸線成45°角的軸Ⅲ轉動。繞兩個軸線的轉動組合起來, 可使主軸軸線處於前半球面的任意角度。
萬能銑頭作為直接帶動刀具的運動部件,不僅要能傳遞較 大的功率,更要具有足夠的鏇轉精度、剛度和抗振性。萬能銑 頭除了零件結構、製造和裝配精度要求較高外,還要選用承載 力和鏇轉精度都較高的軸承。兩個傳動軸都選用了D級精度的 軸承,軸Ⅱ上為一對D7029型圓錐滾子軸承,軸Ⅲ上為一對 D6354906向心滾針軸承,承受徑向載荷,軸向載荷由兩個型號 分別為D9107和D9106的推力圓柱滾子軸承19和25承受。主 軸上的前後支承均為C級精度軸承,前支承是C3182117型雙 列圓柱滾子軸承,只承受徑向載荷; 反支承為兩個C36210型角 接觸球軸承9和11,既承受徑向載荷,又承受軸向載荷。為了 保證鏇轉精度,主軸軸承不僅要消除間隙,而且要有預緊力, 軸承磨損後也要進行間隙調整。前軸承消除間隙和預緊的調整 是靠改變軸承內圈在錐形頸上的位置,使內圈外脹實現的。調 整時先擰下四個螺釘16,卸下法蘭15,再鬆開螺母8上的鎖緊 螺釘7,擰松螺母8,將主軸Ⅳ向後 (向上) 推動2mm左右; 然後擰下兩個螺釘17,將半圓環墊片14取出,根據間隙大小 磨薄墊片,最後將上述零件重新裝好。後支承的兩個向心推力 球軸承開口向背 (軸承9開口朝上,軸承11開口朝下),作消 除間隙和預緊調整時,兩軸承外圈不動,通過使內圈的端面距 離相對減小的辦法來實現。即控制兩軸承內圈隔套10的尺寸。 調整時取下隔套10,修磨到合適尺寸,重新裝好後,用螺母8 頂緊軸承內圈及隔套即可。最後要擰緊鎖緊螺釘7。
萬能角度頭的功用
萬能角度頭的功用: 萬能銑頭是工具機常用的附屬檔案,也是工具機最核心、技術含量最高的部件之一。一般機械萬能銑頭可以大大擴張工具機的加工能力,可以完成任意角度頭斜面的銑削、鑽孔、攻絲等加工;五軸聯動加工的萬能銑頭,可以用來加工航空航天、國防、核能、能源領域的關鍵零部件,如飛機發動機的葉片、核電泵葉片、火電汽輪機葉片、核潛艇螺鏇槳等。
