
概述
近二十年來,隨著數位化、自動化、計數機技術、機械設計技術的發展,以及人們對產品的質量要求的提高,焊接質量、美觀度等得到了更大的重視。特別是在08年金融危機以後,隨著我國勞動成本的增加,以及對工人的身體健康的重視和對提高生產效率的要求,所以,在現代工業生產中,越來越多的焊接生產過程中開始採用自動焊接專機。
自動焊接專機(Automatic welding Special equipment)是為特定的工件和一定形狀的焊接接頭而專門設計的焊接自動化設備。可以通過電氣控制,氣動控制和液壓控制技術,實現對電動機、氣動執行元件、液壓執行元件的鏇轉或移動,實現工件焊縫與焊槍的相對運動,從而自動完成焊接接頭的焊接工作。
自動焊接專機的分類
1、開環控制型該類焊接專機的控制系統一般採用開環控制,即採用控制系統預先設定參數,由執行元件按控制程式順序執行。這類設備結構簡單,技術要求和成本相對較低,所以得到了大量的使用。由於在焊接過程中,焊接參數的波動不能進行閉環的反饋控制,焊接機頭或焊接工件的運動只能按照預先的規定路徑或軌跡進行,不能夠隨著工件焊縫的變化而變化,因此,在使用過程中,應保證工件的一致性和焊縫的配合精度,才能達到提高焊接效率和產品焊接質量的可靠性。如右圖即為機械手自動翻轉焊接專機,該焊接專機由數控控制系統軟體預先設定機械手
 機械手自動翻轉焊接專機
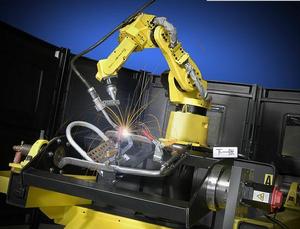
機械手自動翻轉焊接專機該類專機是一種自動化程度較高的焊接設備。它配備感測器和電子檢測線路,對焊縫的軌跡自動導向和跟蹤,有的設備還可以對焊接參數如焊接電流、焊接電壓、焊接速度等實現閉環控制,整個焊接過程按預先設定的程式和工藝參數自動完成。比如,大一點的筒體或管類零件,如右圖所示,
 掛車橫樑自動焊接專機
掛車橫樑自動焊接專機它利用各類高級感測元件,如視覺感測器、觸角感測器、光敏感測器等,並藉助計算機軟體系統、資料庫、專家系統而具有識別、判斷、實時檢測、運算、自動編程、焊接參數調用等,操作人員只需在人機界面上輸入材料的牌號、板厚、坡口形式、焊絲牌號和直徑、焊劑或保護氣體種類等,焊接工藝參數自動生成或調用相應參數。即可完成全自動焊接。由於這類設備成本非常高,實際影響焊接質量的因素很多,比如氣體的純度,流量,焊接電流,電壓,電源輸入的波動,工件的水汽或鏽蝕、焊縫的寬窄,焊縫的高低等等,所以很難真正完成智慧型化焊接,在實際生產中很少用到。
構成和說明
自動焊接專機是用於自動化生產的,要求人工或者機械手上下工件,焊接工裝夾具自動將工件固定,定位,自動啟動焊接電源的電弧,自動送絲和焊槍或工件的自動移動,焊接完成後自動退回,人工或機械手取下工件,其組成主要由焊接系統、機械系統、電氣控制系統構成。
1、焊接系統焊接系統包括焊接電源及焊槍,主要有氬弧焊機、CO2焊機、MIG/MAG焊機、等離子焊機、埋弧焊機等等。當然,也有電阻焊,火焰焊、雷射焊、電子束焊等焊接形式,由於篇幅有限,我們在此只敘述前面最常用的幾種焊接電源。
前述幾種焊接電源,氬弧焊機和等離子焊機可以採用焊縫金屬自身融合,將兩個工件焊接在一起,也可加上自動填絲機,完成較厚工件的焊接。CO2/MIG/MAG焊機及埋弧焊機都有自身的送絲系統,通過焊槍中心端部將焊絲送出。焊接參數由焊機上的控制鏇鈕調節。
機械系統主要由床身機構、工裝夾具及工件輔助支撐機構、焊槍微調機構、焊接工件或者焊槍移動機構等。例如右圖示為管板自動焊接專機。
 管板自動焊接專機
管板自動焊接專機由於各類焊接工件的形狀,尺寸,焊縫位置等等的不同,每個設計人員的設計思路不同,所以焊接專機的樣式也千奇百怪,以右圖設備,我們詳細講解構成思路。
2.1 床身機構:床身主要對設備起支撐作用,可以用鑄造件或者焊接件構成。由於鑄造件生產周期長,成本高,所以現在基本上採用型材和鋼板焊接後,經退火、精加工而成,可以快速製造和成本低,得到大量使用。
2.2 工裝夾具及輔助支撐機構:如圖示,可以根據工件的加工面或定位孔,固定工件的相對位置,可以採用手動、氣動、電動、液壓控制夾具運動,實現裝夾和定位工件。
2.3 焊槍微調機構:要焊槍對準焊縫,需要對焊槍的X\Y\Z向進行三維調節,是焊槍的指向對準焊縫,同時根據焊接工藝要求,還需實現各方向的鏇轉功能。
2.4 焊接工件或焊槍的移動機構:要完成直線、圓周或曲線焊縫的焊接,需要焊槍與工件的焊縫的軌跡的相對運動才能完成焊接要求。可以選擇焊槍移動,也可選擇工件運動。這個需要
 直縫焊接專機
直縫焊接專機電氣控制系統主要控制夾具的裝夾和定位,焊機的啟動和停止,焊槍或工件的運動,輸送裝置的進出等等。如右圖所示,含自動/手動轉換,收弧有無控制,焊接速度的調整和顯示,焊接電源的開關及急停開關等。
電氣控制系統一般由繼電器、PLC可程式控制器、單片機、數控系統、計算機控制。在焊接生產現場,由於焊接飛濺多,水電氣線路複雜,電磁干擾大,所以最常使用的繼電器、PLC、數控系統。而PLC由於兼顧了繼電器的功能,又可以實現編程控制。隨著技術的發展和新產品的出現,現在的PLC還能實現更加複雜的功能,如部分數控功能,如圓弧插補等。所以PLC控制技術在自動焊接專機里得到了最廣泛的套用。
NZC環縫焊接專機
焊接對主象油缸:
a) 工件長度:≤2000mm
b) 工件直徑:90- 300mm
c) 工件焊前狀態:裝配
● 調整,速度大,效率高,上下料方便快捷。控制系統靈敏可靠、故障少,且操作和維護方便。工件鏇轉,採用變頻器單元驅動,工件鏇轉支撐採用梯型螺紋上下,根據工件直徑調解中心高度,和壓緊環配合來固定和壓緊工件並且由尾座頂尖頂緊工件中心,確保工件的外形尺寸與焊接的配合。頂尖可根據不同工件更換。
●床身裝有鏇轉汽缸,能使工件鏇轉30度或45度的夾角,從而使油缸內環焊縫和油缸端面平環焊縫保證穩定的焊接質量及美觀的焊縫成型
●焊接機構採用電機帶動齒輪齒條來實現直線運動,相比單採用圓形滑線導軌運動,焊槍定位更為準確
●焊接電源採用日本OTC或美國林肯CO2焊接電源。
設備布局圖見附圖。
主要設備構成及說明
1、焊接工具機 控制系統(1)、工具機本體
NZC型焊接工具機為框架式結構,採用積木式設計,結構緊湊、通用性強,使用電機帶動齒輪齒條做為送絲機構的支撐、帶動送絲機構做直線運動可靠、穩定。對不同工件操作輕鬆,從而使機器本體簡潔靈活,車間擺布置容易、具有更好的穩定性和較高的重複定位精度。
(2)、機器控制系統
機器控制櫃的控制是基於歐姆龍公司的PLC開發的,使用工業級人機界面,通過數字設定來控制系統,由驅動模組給機器的2維拖板的兩隻步進電機提供驅動電源,有能力提供4個步進電機軸同步協調控制,與變頻電機的不同頻率轉速協調完成焊接過程中的焊縫擺動,多道、提升、位移。
採用友好和簡易的編程界面,中文提示按鍵,使操作人員更加易學和舒適。分散式硬體結構和精簡指令集軟體能保證嚴格的時序和任務的執行。記憶容量達到120000步,外部I/O點32點,並且可擴展,可對不同工件的不同程式分別儲存,擺動焊接可以存儲100套程式,可焊接提升多達10層的焊縫。多層多道焊接同樣可存儲100套程式,每套程式可連續提升位移焊接30道。開放式結構,配置RS232接口,方便地與PC及internet等網路進行連線。另外,帶有過濾網的自循環通風系統可以保證在0℃-50℃範圍內正常工作。
(3)、觸摸式工業級人機界面
機器系統配有大螢幕彩色顯示的界面,操作簡單明了,具有線上焊接參數修改和焊接工作量實事監控顯示功能。
可以進行焊接層數,多道焊縫的位移量(左移,右移)參數的修改。
可以進行擺動焊接過程中左,右,中的焊接方向轉換停頓時間修改,使焊縫平整。
床身底座由型材組合焊接,經退火處理後,再加工而成。其安裝面為主機各部件的安裝組合的基礎面。
3、鏇轉主軸 夾具體主要包括包括安裝座、主動機頭座、從動機頭座、鏇轉支撐架、氣路系統等組成。
主動機頭用於驅動工件鏇轉變速的主動力源,與焊槍配合聯動控制焊接工件,配有三爪夾盤,並起導電作用。從動機頭為無動力傳動,起支撐和頂緊作用。主動機頭採用交流電機,高質量減速機進行減速,重複定位精度準確。減速機通過支撐軸承與安裝工裝夾具的法蘭盤連線。並配有鏇轉編碼器對園周進行高精度控制。
鏇轉支撐架和壓緊環用於支撐工件鏇轉與固定,起工件上下料支撐與固定作用。
床身裝有鏇轉汽缸,能使工件鏇轉30度或45度的夾角,從而使油缸內環焊縫和油缸端面平環焊縫保證穩定的焊接質量及美觀的焊縫成型
技術參數:
可焊工件有效長度 ≤2000mm
可焊工件有效直徑 Ф90-Ф300
可焊工件重量 ≤1000Kg
工件鏇轉角中心 工件軸心
工件鏇轉速度 每層焊速可無級調整
壓縮空氣壓力(液壓) 0.3~0.7MPa
電氣控制櫃電源 三相50HZ,AC380V
其他事項
1. 隨機技術檔案
供方承諾提供齊全完整的技術資料及技術圖紙。包括:設備使用說明書、產品合格證、氣路原理圖及元件清單、電氣原理圖、主機電氣接線圖、電氣控制櫃接線圖、外購件詳細清單等。
2. 安裝、調試
1) 設備終驗收合格後保修12個月,在質保期期間,將免費提供各種技術服務。
2) 供方將建立詳細用戶檔案,在質保期期滿後,依然提供廣泛而優惠的技術支持,以及技術諮詢和備品備件的供應,費用雙方協商確定。
3) 供方將派出技術專家,負責設備在業主現場所在地的設備安裝、調試以及試運行,確保用戶人員能正確使用以及試運行,生產出合格產品。
4) 供方在需方完成現場安裝、調試以及試運行後,將對用戶有關技術、操作、維修人員進行系統免費技術培訓。
