
概述
管式氣氛電阻爐主要運用於冶金,玻璃,熱處理,鋰電正負極材料,新能源,磨具等行業測定材料在一定氣氛條件下的專業設備。
簡介
管式爐均系採用國際先進技術研製開發的高性能高節能的新型電爐,有單管、雙管、臥式、可開啟式、立式、單溫區、雙溫區、三溫區等多種管式爐型。主要套用於大專院校、科研院所、工礦企業等實驗和小批量生產之用。具有安全可靠、操作簡單、控溫精度高、保溫效果好、溫度範圍大、爐膛溫度均勻性高、溫區多、可選配氣氛、抽真空爐型等。
可選擇單設定點或30 段可程式控制器。節能型的陶瓷纖維材料和雙層結構,可將外表溫度降到常溫。均溫區長,操作簡便,密封可靠,綜合性能指標較高,處於國內領先水平。 爐管可選擇配置耐熱鋼、石英玻璃、陶瓷管等材料.
優點:
工藝成熟;
爐型結構簡單;
操作容易,便於控制,能連續生產;
乙烯、丙烯收率較高,產物濃度高;
動力消耗少,熱效率高;
裂解氣和煙道氣的大部分可以設法回收;
原料的適用範圍隨著裂解技術的進步而日漸擴大;
可以多爐組合而大型生產。
缺點:
(1)對重質原料的適用性還有一定限度
裂解重質原料時,由於重質原料容易結焦,故不得不縮短運轉周期,降低裂解深度,經常輕焦,縮短了常年有效生產時間,也影響了裂解爐及爐管的壽命。降低裂解深度的結果時原料利用率不高,重質原料油等低值品量大,公用工程費用也增高。
(2)按高溫短停留時間和低烴分壓的工藝要求,勢必增大爐管的表面熱強度,這就要求油耐高溫的合金管材和鑄管技術。
安裝方法
爐體的安裝
電爐可放置在工作檯上,以適合人體的生理操作高度,工作檯的有效承載應大於200KG。
電氣安裝
電源配置:220V(380V)。按用戶的電控櫃配置功率應大於4Kw。
熱電偶插入爐膛深度25mm,採用N分度號補償導線與控溫儀表聯接。注意:應先裝石英管後裝熱電偶,熱電偶不能與石英管接觸。電爐和控制櫃整體接地,接地線接地電阻應小於4Ω。
電阻絲接線方式:二根並聯,電源:單相220V(或380V)。
檢查及緊固
由於運輸等原因,應檢查爐體各螺釘的緊固情況,確認無誤。
使用方法
注意一
電爐操作工應具備國家相應電氣設備操作資格,並熟讀隨機儀表說明書等技術檔案!
 溫度儀表
溫度儀表溫度系統操作:
用戶開關板給電爐送電,此時程式表得電,按溫度儀表(如右圖)說明書設定儀表(如P、I、D參數),按工藝要求編制加熱程式,打開加熱旋鈕,使加熱功率到達6KW。加熱功率可按下式計算:
加熱功率=儀表電壓×儀表電流
正常加熱電流約為: 22A,加熱電壓約為:220V。
加熱停止:程式溫度結束後,執行時間=0段程式,加熱結束。將停止按扭旋至關位。分斷用戶開關。
注意二
a. 程式設定溫度不得高於電爐參數溫度。
b. 電爐工作時,不得打開爐門。取產品時,應等到爐溫100℃以下。
c. 升溫加熱時,加熱功率不得超過6KW,否則將損傷加熱元件。
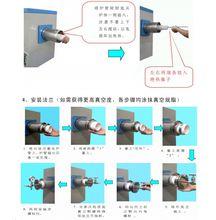
操作方式
針對實驗室的使用要求,裝卸料採用間歇式手動裝、卸料。裝料時將料盒放置在料盆支架上,打開並取出爐管一端的密封端蓋,放入帶料盒的料盒支架,再將密封端蓋安裝在爐管法蘭上並擰緊卡箍螺栓。然後通入工藝氣氛,直到爐管內氧含量達到工藝要求時進行升溫燒結。產品燒結工藝完成後,應繼續通人小量的工藝氣氛並進行降溫,直到爐內溫度低於工藝要求時,方可打開爐管密封端蓋取出產品。
 使用方法
使用方法烘爐
電爐安裝、接線無誤後開始烘爐。烘爐可以烘乾耐火材料、平衡爐體內部應力,燒結結合膠泥,同時檢驗電氣系統工作性能及可靠性。
烘爐前準備:
按烘爐工藝要求設定控制溫度。
室溫~150℃,1h,
150℃恆溫,1h
150~600℃,1h
600℃恆溫,1h
600~950℃,2 h
950℃恆溫, 2h
分類
管式爐按爐型分為:立式爐、圓筒爐、大型方爐;
按用途分為:化學反應爐、加熱液體的爐子、氣體加熱爐、加熱混合相流的爐子。
管式爐分:
1、真空管式爐、氣氛管式爐
 管式爐
管式爐2、普通管式爐、旋轉管式爐、多工位管式爐
3、分體管式爐、一體管式爐、立式管式爐、臥式管式爐
4、單溫區管式爐、雙溫區管式爐、三溫區(多溫區)管式爐
爐襯
現代管式加熱爐常用的爐襯有三種結構:磚結構、耐火纖維噴塗結構和澆注料結構等。
磚結構
磚砌爐襯是採用耐火磚,包括標準耐火磚和異型耐火磚砌築的爐襯。其優點是可以根據加熱爐不同部位的工作溫度、工作條件、熱負荷的不同,相應選擇不同種類、不同性質、不同等級的耐火磚和耐火泥漿。其缺點是爐襯的整體性和密封性差,施工效率低。
耐火纖維噴塗結構
耐火纖維噴塗是通過專用纖維噴塗機,將預處理的散狀纖維棉高壓送出噴槍,同時通過幾套專用流體輸送設備均勻地經噴槍外環將無機結合劑噴入纖維棉中,兩者在槍外混成一體噴射到爐內壁上。耐火纖維噴塗施工技術的優點是施工速度快,襯裡無接縫,氣密性好,特別適用於對複雜、 異型爐牆部位的施工。其缺點是:
(1)爐襯強度低,使用過程中容易被機械力破壞;
(2)抗氣流沖刷能力較差;
(3)施工環境惡劣、受人為因素的影響質量不穩定,難以保證設備在運行使用中的效果。
澆注料結構
澆注料結構主要是由耐熱混凝土、澆注料等耐火材料修築的爐襯。其主要優點是爐襯整體性和氣密性好,爐襯壽命高,易實現機械化施工作業,施工效率高。其缺點是耐火材料必須在有效期內使用,爐襯修補不如磚砌爐襯靈活。
使用步驟
加水攪拌
澆注料採用分包方式,每袋中除含有主料外,還有一小袋外加劑,將主料和外加劑倒入攪拌機。使用強制式攪拌機前 , 應將澆注料乾混1-2 分鐘左右,再加潔淨的自來水攪拌,每 100kg 澆注料加 77 %±1Kg 自來水 , 邊攪拌邊加水至物料均勻,方可出料。混好的濕料及時運至施工現場澆注施工。(若濕料存放時間過長,導致施工性能變差,應將該料丟棄不要,嚴禁將料放回攪拌機內重新加水攪拌繼續使用)。
支模澆注
模具支設嚴密牢固(嚴禁大量跑漿),並進行刷油或脫模劑(薄且均勻)。支好模具後,下料時沿模具均勻布料,布料厚度 200-400厚時及時開啟振動棒。振動棒做到快進慢出,均勻振動,禁止長時間在同一地方振動,以防止顆粒偏析,當料面泛漿,冒出的氣泡由多變少時,表明該料已經澆注完成。澆注體厚度大於 400mm 時應分層施工,但要求分層施工連續進行。
脫模及養護
澆注體模板的拆除應在澆注料產生較高的強度以後(常溫一般12-24h 小時)。在強度還未達到可承受較大壓力前,應避免踩壓、碰撞等,否則可能造成裂紋和邊角的損傷。若環境溫度較低,則應適當延長養護時間 , 或採取保溫措施(養護溫度最好能保證在 10℃以上)。如工期較短 , 應適當提高環境溫度,加快澆注體硬化。模具拆除後,澆注體必須在溫濕環境中繼續養護 12-24 小時以上,方能進行烘烤。
爐襯烘烤
按照制定的烘爐方案及烘爐曲線進行爐襯的烘烤 。
注意事項
(1)加水量應嚴格按比例,多加水將嚴重降低澆注體的強度和高溫性能,在保證施工流動性的前提下應儘量少加水。
(2)施工用水溫度最低應不低於 5℃,養護溫度最低也應在 5℃以上,溫度較低時應適當延長養護時間,或設法提高環境溫度。嚴禁未經烘烤的濕澆注體處於 0℃以下環境中。
(3)攪拌好的澆注料應在 25-30 分鐘內用完,否則砂漿將失去觸變流動性。失去觸變流動性的澆注料不得加水稀釋再用。
