
基本概況
 碳素鋼缺陷
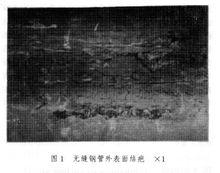
碳素鋼缺陷結疤鋼材表面未與基體焊合的金屬或非金屬疤塊。有的部分與基體相連,呈舌狀;有的與基體不連線,呈鱗片狀。後者有時在加工時脫落,形成凹坑。煉鋼(澆鑄)造成的結疤,疤下一般有肉眼可見的非金屬夾雜(圖1)。軋鋼造成的結疤一般稱“軋疤”,疤下一般僅有氧化鐵皮。煉鋼(澆鑄)造成結疤的主要原因有:(1)上鑄錠未採取防濺措施或下鑄錠開鑄過猛造成飛濺結疤。(2)下鑄錠保護渣性能不佳或模子不清潔、不乾燥,造成鋼錠(連鑄坯)表面或皮下夾雜、氣泡和重皮。(3)模壁嚴重缺陷或鑄溫過高造成凸疤和粘模,經軋制或鍛壓加工演變為結疤。
詳情
軋鋼方面造成結疤的原因有:(1)成品前某道(架)軋輥或導衛裝置缺陷或操作不當造成軋件凸包、耳子、劃疤,經再軋形成結疤。(2)鋼坯火焰清理清痕過陡或殘渣未除淨,外物落在鋼坯上被軋成結疤。
結疤缺陷直接影響鋼材外觀質量和力學性能。在成品鋼材上不允許結疤存在。對結疤部位可進行磨修,磨修後鋼材尺寸應符合標準規定。為了減少和消除結疤,一是煉鋼、軋鋼要改進有關工藝和操作,二是對鋼坯表面缺陷部位進行重點清理或全面扒皮清理。
裂紋 按裂紋形狀和形成原因有多種名稱,如拉裂、橫裂、裂縫、裂紋、發紋、炸裂(響裂)、脆裂(矯裂)、軋裂和剪裂等。從煉鋼、軋鋼到鋼材深加工幾乎每道工序都有造成裂紋的因素。
(1)煉鋼方面。鋼中硫、磷含量高,鋼的強度、塑性低;鑄錠澆鑄(模鑄、連鑄)溫度過高,澆鑄速度過快,鑄流不正;鋼錠模、結晶器設計不合理;冷卻強度不足或冷卻不均,造成激冷層薄或局部應力過大;鋼錠模有嚴重缺陷或保溫帽安裝不良造成鋼錠凝固過程懸掛;保護渣性能不佳,模子潮和各種澆鑄操作不良都能造成鋼錠表面質量不佳,在鋼材上形成裂紋(圖2)。
 碳素鋼缺陷
碳素鋼缺陷(2)軋鋼(鍛造)方面。鋼錠、鋼坯加熱溫度不均或過燒造成裂紋;高碳鋼加熱或冷卻過快,火焰清理或火焰切割鋼材溫度過低造成炸裂;鋼材矯直應力過大,矯直次數過多而又未進行適當熱處理時易產生矯裂;冷拔管、線鋼料熱處理不良或過酸洗造成裂紋;鋼件在藍脆區剪下易剪裂;焊接工藝不當造成焊縫或熱影響區裂紋。裂紋直接影響鋼材的力學性能和耐腐蝕性能,成品鋼材不允許裂紋存在。對於裂紋可以進行磨修,磨修後鋼材尺寸應符合標準規定。為了防止或減少鋼材裂紋,一是要改進煉鋼、軋鋼和鋼材深加工及有關工序工藝操作;二是對鋼坯缺陷部位要進行重點清理,對重要用途鋼坯可以進行扒皮處理。
 碳素鋼缺陷
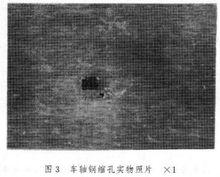
碳素鋼缺陷縮孔殘餘 鋼水凝固過程中,由於體積收縮,在鋼錠或連鑄坯心部未能得到充分填充而形成的管狀或分散孔洞。在熱加工前,因為切頭量過小或縮孔較深,造成切除不盡,其殘留部分稱為縮孔殘餘(圖3)。縮孔殘餘分布在鋼錠上部中心處,並與鋼錠頂部貫通的叫一次縮孔。由於設計的鋼錠模細長或上小下大,在澆鑄凝固過程中,鋼錠截口以下錠中心仍有未凝固的鋼水,凝固後期不能充分填充,形成的孔洞叫二次縮孔。一次縮孔和二次縮孔有本質差別,前者只出現在鋼錠頭部,後者在鋼錠上、中、下部位都有可能出現。一次縮孔酸洗試片中心區域呈不規則的折皺裂縫或空洞。在其上或附近常伴有嚴重的夾渣、成分偏析和疏鬆。二次縮孔孔洞中或附近沒有夾渣,但有偏析生成碳物。一次縮孔殘餘和空氣貫通的二次縮孔在軋制(鍛造)過程中不能焊合,與空氣隔絕的二次縮孔和連鑄坯縮孔在軋制時一般能夠焊合,不影響鋼材使用性能。
縮孔殘餘嚴重地破壞鋼材的連續性,是鋼材不允許存在的缺陷,軋制(鍛造)時必然在鋼坯上產生裂紋。為了防止縮孔的產生,要求正確設計鋼錠模和保溫帽尺寸,並採用性能優良的保護渣、保溫劑(發熱劑)和絕熱板,把縮孔控制在鋼錠頭部,以保證在開坯時切掉。控制澆鑄速度不要太快,溫度不要過高可以防止縮孔產生。
 碳素鋼缺陷
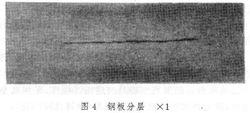
碳素鋼缺陷分層 鋼材基體上出現的互不結合的兩層結構。分層一般都平行於壓力加工表面,在縱、橫向斷面低倍試片上均有黑線(圖4)。分層嚴重時有裂縫發生,在裂縫中往往有氧化鐵、非金屬夾雜和嚴重的偏析物質。鎮靜鋼鋼錠的縮孔和沸騰鋼錠的氣囊及尾孔經軋制(鍛造)不能焊合產生分層。鋼中大型夾雜和嚴重成分偏析也能產生分層。分層是鋼材中不允許存在的缺陷,嚴重影響鋼材的使用。
防止分層缺陷的措施有:(1)煉鋼方面,要淨化鋼質,減少偏析、縮孔、氣囊和大型非金屬夾雜,防止連鑄坯產生中間裂紋。(2)軋鋼方面,在鋼錠加熱時要嚴防內裂,初軋坯要切淨縮孔和尾孔。
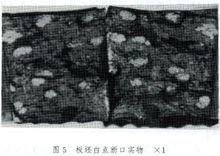
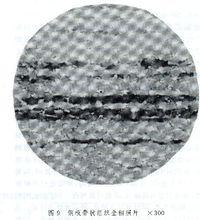
白點 在鋼材縱、橫斷面酸浸試片上,出現的不同長度無規則的發紋。它在橫向低倍試片上呈放射狀、同心圓或不規則分布,多距鋼件中心或與表面有一定距離。型鋼在橫向或縱向斷口上,呈圓形或橢圓形白亮點(圖5)。直徑一般為3~10mm。
板鋼在縱向、橫向斷口上白點特徵不明顯,而在z向斷口上呈現長條狀或橢圓狀白色斑點。採用斷口檢查白點時,最好把試樣先進行淬火和調質處理。
鋼坯上出現白點,經壓力加工後可變形或延伸,壓下率較大時也能焊合。
 碳素鋼缺陷
碳素鋼缺陷白點缺陷對鋼材力學性能(韌性和塑性)影響很大,當白點平面垂直方向受應力作用時,會導致鋼件突然斷裂。因此,鋼材不允許白點存在。白點產生的原因,一般認為是鋼中氫含量偏高和組織應力共同作用的結果。奧氏體中溶解的氫,在冷卻相變過程中,其溶解度顯著降低,所析出的氫原子聚集在鋼材微孔中或晶間偏析區或夾雜物周圍,結合成氫分子,產生巨大局部壓力,當這種壓力與相變組織應力相結合超過鋼的強度時,則產生裂紋,形成白點。
白點多在高碳鋼,馬氏體鋼和貝氏體鋼中出現。奧氏體鋼和低碳鐵素體鋼一般不出現白點。
消除白點的措施主要是改進冶煉操作,採用真空處理,降低鋼水氫含量和採用鋼坯(鋼材)緩冷工藝。
 碳素鋼缺陷
碳素鋼缺陷偏析 鋼材成分的嚴重不均勻(圖6)。這種現象不僅包括常見的元素(如碳、錳、矽、硫、磷)分布的不均勻性,還包括氣體和非金屬夾雜分布的不均勻性。偏析產生的原因是鋼水在凝固過程中,由於選分結晶造成的。首先結晶出來的晶核純度較高,雜質遺留在後結晶的鋼水中。因此,結晶前沿的鋼水為碳、硫、磷等雜質富集。隨著溫度降低,雜質凝固在樹枝晶間,或形成不同程度的偏析帶。此外,隨著溫度降低,氣體在鋼水中溶解度下降,在結晶前沿析出並形成氣泡上浮,富集雜質的鋼水沿上山軌跡形成條狀偏析帶。由於偏析在鋼錠上出現部位不同和在低倍試片上表現出形式各異,偏析可分為方形偏析、“V”、“^”形偏析、點狀偏析、中心偏析和晶間偏析等。
另外,脫氧合金化工藝操作不當,可以造成嚴重的成分不均。保護渣捲入到鋼水中造成局部增碳。這些因素使鋼材產生偏析的程度往往超過由於選分結晶造成的偏析。
偏析影響鋼材的力學性能和耐蝕性能。嚴重偏析可能造成鋼材脆斷,冷加工時還會損壞機械,故超過允許級別的偏析是不允許存在的。
偏析程度往往與錠型、鋼種、冶煉操作和澆鑄條件有關。合金元素、雜質和氣體的偏析,隨澆鑄溫度升高和澆鑄速度加快,偏析程度愈嚴重。連鑄鋼採用電磁攪拌可以減輕偏析程度。另外,增加鋼水潔淨度是減輕偏析的重要措施。
 碳素鋼缺陷
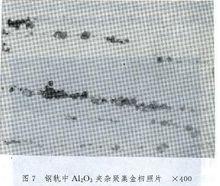
碳素鋼缺陷非金屬夾雜 鋼中含有與基體金屬成分不同的非金屬物質(圖7)。它破壞了金屬基體的連續性和各向同性性能。按非金屬夾雜的來源可分為內生夾雜、外來夾雜及兩者混合物。內生夾雜是由脫氧和結晶時進行的各種物理化學反應形成的,主要是鋼中氧、硫、氮同其他成分間的反應產物,如Al2O3等。內生夾雜的特點是顆粒小,在鋼內分布均勻,它與脫氧方法和化學成分有密切關係。外來夾雜是指鋼中混入耐火材料、爐渣、鋼包渣和模內保護渣等外來物質。外來夾雜的特點是尺寸大,成分結構複雜,分布不規則,具有很大的偶然性。空氣對鋼水的二次氧化會形成外來夾雜。在煉鋼過程中,外來夾雜與內生夾雜往往會形成兩者的混合物,具有兩者的共同特點,使檢驗者難以分辨其來源。非金屬夾雜按顆粒大小可分為亞顯微、顯微和大顆粒夾雜三種,其顆粒尺寸分別為<1μm、1~100μm和>100μm。大顆粒夾雜往往出現在鋼錠沉澱晶區和皮下位置。連鑄鋼上弧區有時也發現大顆粒夾雜。
按非金屬夾雜本身性質,可以分為塑性夾雜和脆性夾雜兩種。塑性夾雜在熱加工過程中,隨金屬一起發生變形,如MnS;而脆性夾雜,隨熱加工金屬的變彤發生破碎,如Al2O3。當非金屬夾雜熔點特別高時,在鋼中一生成就以固態形式存在,這類非金屬夾雜物在熱加工時既不變形,也不破碎,保持其原來形狀,如TiN。對於熔點很低的夾雜,從最後結晶母液中排除,此時多沿初生奧氏體晶界呈網狀薄膜析出,如FeS。
鋼中非金屬夾雜對鋼材的強度、伸長率、韌性和疲勞強度有不同程度的影響。按使用要求,根據中國國家非金屬夾雜標準評定鋼材夾雜級別。鋼材中不允許存在嚴重危害鋼材性能的大顆粒夾雜。
保證出鋼和澆鑄系統清潔,採用吹氬、渣洗、噴粉、真空處理等爐外精煉措施及保護澆鑄措施,可以減少鋼中非金屬夾雜。
 碳素鋼缺陷
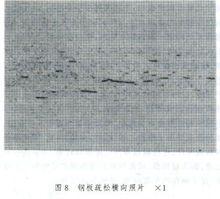
碳素鋼缺陷疏鬆 鋼材截面熱酸蝕試片上組織不緻密的現象(圖8)。在鋼材橫斷面熱酸蝕試片上,存在許多孔隙和小黑點子,呈現組織不緻密現象,當這些孔隙和小黑點子分布在整個試片上時叫一股疏鬆,集中分布在中心的叫做中心疏鬆。在縱向熱酸蝕試片上,疏鬆表現為不同長度的條紋,但仔細觀察或用8~10倍放大鏡觀察,條紋沒有深度。用掃描電子顯微鏡觀察孔隙或條紋,可以發現樹枝晶末梢有金屬結晶的自由表面特徵。疏鬆的成因與鋼水冷凝收縮和選分結晶有關。鋼水在結晶時,先結晶的樹枝晶晶軸比較純淨,而枝晶問富集偏析元素、氣體、非金屬夾雜和少量未凝固的鋼水,最後凝固時,不能夠全部充滿枝晶間,因而形成一些細小微孔。
鋼材在熱加工過程中,疏鬆可大大改善,但當鋼錠疏鬆嚴重時,壓縮比不足或孔型設計不當時,熱加工後疏鬆還會存在。嚴重的疏鬆視為鋼材缺陷,當疏鬆嚴重時,鋼材的力學性能會受到一定影響。但根據鋼材使用要求,可以按標準圖片評定鋼材疏鬆級別。
採用提高鋼水純淨度、加快冷卻速度、連鑄用電磁攪拌和減少枝晶等措施,可以減少疏鬆。
 碳素鋼缺陷
碳素鋼缺陷帶狀組織 熱加工後的低碳結構鋼,其顯微組織鐵素體和珠光體沿軋向平行排列,呈帶狀分布,形成鋼材帶狀組織(圖9)。帶狀組織形成的機制一般有3種:(1)通常,在低碳鋼中,當樹枝晶間富集磷、硫等雜質,鋼材經熱加工後,非金屬夾雜被拉長。如硫化物,而奧氏體在冷卻過程中先共析鐵素體沿硫化物夾雜形核和長大,形成鐵素體條帶。同時,鐵素體形成時向鐵素體條帶兩側排碳,也形成了珠光體條帶。(2)當低碳鋼中含錳較高時,先凝固的樹枝晶晶乾成分較純,形成鐵素體條帶。而枝晶間含錳、碳、硫、磷等雜質,而且鐵素體條帶也向枝晶間排碳,形成珠光體條帶。(3)當熱加工終軋溫度較低時,在雙相區軋制也能形成帶狀組織。
帶狀組織實質上是鋼材組織不均勻的一種表現,影響鋼材性能,產生備向異性。帶狀組織降低鋼材塑性、衝擊韌性和斷面收縮率,特別是對橫向力學性能影響較大。
根據鋼材的使用要求,可以按中國國家帶狀組織評級標準圖片來評定鋼材帶狀組織的級別。
降低鋼中夾雜和樹枝晶成分偏析是減輕鋼中帶狀組織的主要措施。
