
簡介
釺焊屬於固相連線,他與熔化焊方法不同,釺焊時母材不熔化,採用比母材熔化溫度低的釺料,加熱溫度採取低於母材固相線而高於釺料液相線的一種連線方法。當被連線的零件和釺料加熱到釺料熔化,利用液態釺料在母材表面潤濕、鋪展與母材相互溶解和擴散和在母材間隙中潤濕、毛細流動、填縫與母材相互溶解和擴散而實現零件間的連線。
硬釺焊接頭強度高,有的可在高溫下工作。硬釺焊的釺料種類繁多,以鋁、銀、銅、錳和鎳為基的釺料套用最廣。鋁基釺料常用於鋁製品釺焊。銀基、銅基釺料常用於銅、鐵零件的釺焊。錳基和鎳基釺料多用來焊接在高溫下工作的不鏽鋼、耐熱鋼和高溫合金等零件。焊接鈹、鈦、鋯等難熔金屬、石墨和陶瓷等材料則常用鈀基、鋯基和鈦基等釺料。選用釺料時要考慮母材的特點和對接頭性能的要求。硬釺焊釺劑通常由鹼金屬和重金屬的氯化物和氟化物,或硼砂、硼酸、氟硼酸鹽等組成,可製成粉狀、糊狀和液狀。在有些釺料中還加入鋰、硼和磷,以增強其去除氧化膜和潤濕的能力。焊後釺劑殘渣用溫水、檸檬酸或草酸清洗乾淨。
注意:母材的接觸面應很乾淨,因此要用釺劑。釺劑的作用是去除母材和釺料表面的氧化物和油污雜質,保護釺料和母材接觸面不被氧化,增加釺料的潤濕性和毛細流動性。釺劑的熔點應低於釺料,釺劑殘渣對母材和接頭的腐蝕性應較小。軟釺焊常用的釺劑是松香或氯化鋅溶液,硬釺焊常用的釺劑是硼砂、硼酸和鹼性氟化物的混合物。
釺焊材料的選擇
我國目前生產並得到了廣泛套用的銅及銅合金釺焊用釺料的標準牌號列於下圖。
 釺焊材料
釺焊材料1、銅-鋅釺料
這類釺料的熔點較高,耐蝕性較差,且對過熱敏感,鋅元素的蒸發又容易引起氣孔的產生。一般只用於熔點較高的純銅、銅-鋼、銅-鎳等一些不重要的鈳焊接頭上。使用時必須有釺劑配合。近年國內研製威功的Cu-Zn-Mn釺料的熔點比銅鋅釺料的熔點約低100℃,各項性能均優於後者,這些釺料一般要求使用釺劑。
2、銀-銅釺料
此類釺料的適用性最廣。對所有銅及銅合金,以及絕大多數銅與異種金屬接頭的釺焊都適用。銀釺料具有適中的熔點,大大降低釺焊溫度,使焊件的變形及接頭內應力減小。它的工藝性優良,耐蝕性和綜合力學性能好。主要缺點是成本太高,近年國內大力研製和開發低銀和無銀釺料,已取得了較大進展,如HL205、BCu-92PAg、HLCuP6-3等。用這些纖料纖焊銅和黃銅接頭的強度與銀釺料相當,但塑性則稍差。
3、金合金釺料
此種釺料價格昂貴,一般只限於極特殊的套用,如連線高真空密封的真空器件。在此類套用中。金的低蒸氣壓是有利的。金合金釺料的液相線溫度高,這進一步限制了它只能用於銅和一些高溶點銅-鎳合金的釺焊。
釺劑的選擇
釺焊銅及銅合金用的釺劑列於下表。
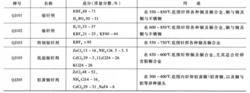 釺劑
釺劑就其配方的類型,國內外都相近而且定型。但具體配方在國外是不公開的。我國除了表中所列已納入國標外,各使用單位也有不少自用的配方。這些配方可歸納為兩大類,一類是以硼酸鹽和氟硼酸鹽為主(釺劑101~103),它能有效地清除表面氧化膜,並有很好的浸流性,配合銀釺料或銅磷釺料使用可獲得良好的效果,適用於各種銅合金焊件。另一類是以 為主的高活性釺劑(如釺劑105、釺劑205),是專門供鋁青銅、鋁黃銅及其他含鋁的銅合金釺焊用的。此類釺劑腐蝕性極強,要求焊後對接頭進行嚴格的刷洗,以防殘渣對焊件的腐蝕。釺劑的形式有粉狀、膏狀和液狀。絕大多數釺劑吸濕性很強,給粉狀釺劑的製備和保存帶來很多麻煩。目前已越來越多地使用膏狀和液狀釺劑。
硬釺焊的釺焊工藝
銅及銅合金可根據焊件的形狀、尺寸及數量選擇採用烙鐵、浸沾、火焰、感應、電阻和爐中等加熱方法進行釺焊。各種方法的加熱速度和加熱時問不同,必須同時合理地選擇相適應的釺料、釺劑和保護氣氛。原則上說,主要採用快速加熱法,因為:
①某些釺料在熔化時有熔析現象,加熱熔化速度快,熔析現象不嚴重;
②釺劑的活性作用時間有限,加熱速度慢可能使釺劑在釺焊完成前就實效;
③緩慢加熱使釺焊金屬表面氧化嚴重,妨礙釺料鋪展;
④緩慢加熱將延長熔融釺料與母材的作用時間,形成界面金屬間化合物或造成溶蝕等現象,使接頭性能惡化。
選用局部加熱的火焰釺焊必須考慮預防焊件的變形問題。電阻、感應加熱因不同的銅合金的電導率、熱導率相差較大而必須考慮功率的調整問題,並儘量選用電導率、熱導率低的釺料。這兩種方法最合理是用於銅與電導率較低的金屬的異種接頭釺焊。對具有熱脆性或熔化釺料作用下容易發生自裂的銅合金和接頭必須在釺焊前進行清除應力處理,並儘量縮短釺焊時間,儘量不採用快速加熱法。爐中釺焊黃銅和鋁青銅時,為避免鋅的燒損及鋁向銀釺料擴散,最好在焊件表面預先鍍上銅層或鎳層。在還原性氣氛中釺焊銅及銅合金時,要注意“氫病”的危險。只有無氧銅才能在氫氣中釺焊。鋼與銅及銅合金釺焊一般採用銅-磷-錫焊膏的硬釺焊和氧乙炔焰釺焊等方法,其特點是無鎘、無銀,但接頭常出現氣孔、夾渣、未焊透、侵蝕等焊接缺陷,使接頭性能嚴重下降。為防止製品腐蝕,焊後對釺劑要進行及時清洗。
採用火焰釺焊純銅件,一般選用銅銀磷釺料。該釺料價格低,工藝性能好,釺焊接頭具有滿意的耐蝕性。釺焊時熱源採用中性焰。釺劑選用QJ一102。焊前應仔細清理焊件表面氧化物、油脂等污物。需預熱,根據試件厚度、大小預熱溫度、時間有所不同。釺縫區溫度應控制在650~800℃之間。焊後間隔一段時間後,當溫度降至200℃以下時,用溫水、毛刷清理熔渣以防腐蝕。釺焊接頭成形美觀,表面無裂紋、氣孔未熔合。接頭抗拉強度達到母材的80%。
