
砂帶磨削
正文
利用高速運轉的環形砂帶加工工件表面的磨削。一般在砂帶磨床上進行。 圖1是砂帶磨削外圓和平面的方法。砂帶圍繞在具有一定彈性的壓輪和張緊輪上,由壓輪驅動迴轉作連續切削運動,工件放在傳送帶或工作檯上作進給運動。當工件接觸砂帶或通過壓輪下的磨削區時,即被砂帶磨去表面的一層材料。砂帶磨削的切削速度一般為20~30米/秒,磨削壓力為20~30兆帕。砂帶磨削可有效地消除工件表面的粗糙不平,但不能磨削溝槽和精確的邊角,適於加工平面、曲面和成形表面。磨削成形表面(如透平葉片型面)時,可用與工件型面相匹配的成形接觸輪或成形支承板,使柔性的砂帶與工件之間保持均勻的接觸壓力(圖2)。砂帶磨削的尺寸精度一般為0.02毫米左右,最高可達3微米。如用細粒度磨料的砂帶磨削,表面粗糙度可達Ra1.25~0.16微米。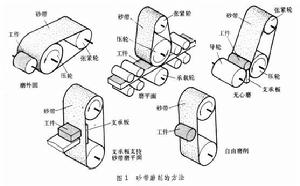 砂帶磨削
砂帶磨削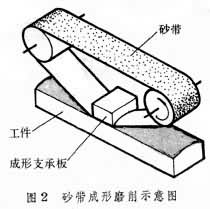 砂帶磨削
砂帶磨削參考書目
周興文:"國外砂帶磨床生產概況和發展趨勢",《工具機》,1980,第3期,第41~45頁。
