
簡介
在高溫和一定的真空度下,使具有一定形狀的陶瓷坯體經物理化學過程變為緻密、堅硬、體積穩定、具有一定性能的燒結體。物理化學過程包括粘滯流動、擴散、蒸發、凝聚、新相形成、溶解和沉澱、固溶體產生等。在過程進行中,粉末總表面能下降,巨觀上表現出坯體收縮,強度增加;微觀上表現為氣孔數量減少,氣孔形狀、大小改變,晶粒尺寸及形貌變化,晶粒長大,晶界減少,結構緻密化。瓷坯中含有一定量的氣孔,其中水蒸氣、氫氣、氧氣能藉助溶解和擴散過程從封閉氣孔中逸出,一氧化碳、二氧化碳和氮氣等由於溶解度較低,不易從封閉氣孔中逸出。樣品置於真空條件下,施加一定的驅動力,使氣體從封閉氣孔中逸出,能提高瓷件的緻密度。
爐內壓力為負壓的條件下進行的燒結稱為真空燒結。有間歇式真空燒結,也有連續式真空燒結。連續式真空燒結因為爐子比較複雜,真空度不好保障,沒有辦法通人氣體,燒結工藝曲線不好調整等,套用的很少。間歇式真空燒結有專門的真空燒結爐,配置配套的脫蠟爐;也有脫蠟—燒結一體爐。目前主流真空燒結是脫蠟(成型劑)和真空燒結在同一爐內一次完成的一體爐。
真空燒結的優越性
1、在真空燒結條件下,易於控制合金的含碳量。在燒結溫度下,爐內壓力只有幾十帕(Pa),甚至更低,O、N、H和HO分子極少,許多反應均可忽略,介質的影響很小。只要嚴格控制脫蠟過程,合金的碳含量在真空燒結過程的變化極小,性能及組織相當穩定。
2、在真空燒結條件下,可提高硬質合金的純度。真空燒結有利於金屬氧化物還原;整個燒結周期不用開爐門,無空氣進入,幾乎不會發生N、O參加的反應。
3、在真空燒結條件下,硬質相表面吸附的雜質少,改善鑽對硬質相的潤濕性,提高合金,特別是含TiC合金的強度。
4、在真空燒結條件下,工藝操作簡便。由於真空燒結時可以不用填料,這不僅簡化了操作,還可避免填料對燒結體表面的不利作用。
5、脫蠟—燒結一體化,可以減少產品氧化,降低控碳的難度;減少沒備占地面積,降低勞動強度。
6、多氣氛脫蠟—燒結一體化,可以分溫度段分別控制溫度、氣氛和爐內壓力,可實現任何溫度下的等溫燒結(保溫),完成多種功能,如,梯度合金燒結。
真空燒結設備
在硬質合金製造工藝中,都要在混合料粉末中摻人成型劑,如石蠟、橡膠、PEG等,特別是擠壓成型和注射成型,成型劑的含量比較高。脫膠爐(也稱脫脂爐或脫蠟爐)就是專門用於脫除成型劑的電爐,獨立的脫膠爐已逐步減少,但一些製品在最終燒結前需要半加工,大製品或成型含量高的擠壓或注射成型製品脫脂時間長,或為了提高壓力燒結爐的利用率,專門的脫蠟預燒爐仍然有用武之地。
生產硬質合金的脫蠟爐為間歇式。按結構分為立式和臥式爐型;按脫除方式分為H脫脂、低壓載氣脫脂或真空脫脂。氫氣脫膠預燒爐因其脫蠟效率高、適合各種成型劑,而使用較普遍。
臥式爐型採用內圓外方的結構,是採用耐熱不鏽鋼做圓形內膽,方形外爐殼裡襯氧化鋁纖維保溫層,鎳鉻電阻絲懸掛於內膽外側和底部,通常水平方向分三個區,對於大型爐膛或要求溫度均勻性極高時也採用9個溫區(兩側和底部水平方向各三個溫區)。爐膽前端單開門,熱電偶從後端插入爐膽,排蠟管從後端中下部引出。採用H脫膠時,H帶膠蒸汽經排蠟管至收蠟罐,大部分膠液留在罐里,其餘同H直接點火燃燒。採用真空或低壓載氣脫蠟時,需採用高效收蠟罐收集大於97%的石蠟,以防止成型劑損壞真空泵,也有採用水環式真空泵(可以抽出各種成型劑,但真空度低於4000Pa)。為了加快冷卻速度,配有外冷風機,將室內空氣鼓人爐膽,熱氣從頂部排氣管排出室外。
溫度均勻性和氣氛均勻性是否良好,是衡量脫蠟爐功能的主要指標。見下圖:
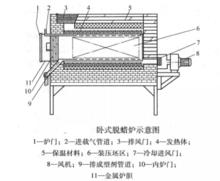 臥式脫蠟爐示意圖
臥式脫蠟爐示意圖真空燒結工藝
真空燒結目前多為間歇式的燒結。燒結零件隨爐升溫、燒結和冷卻。燒結過程中產品的位置不發生變化,因此燒結的各個階段只能通過調節升溫速度、溫度和時間來進行。因此必須要按照燒結要求進行設定,一般可採用下圖所示的升溫曲線:
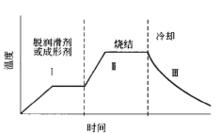 真空燒結的升溫曲線
真空燒結的升溫曲線1、脫脂階段
第一階段是脫潤滑劑或成形劑階段也可稱為預燒階段。在這一階段應緩慢升溫,不管是潤滑劑還是成形劑時間的分解溫度多為300℃左右,所以在300℃左右升溫應儘量緩慢,並有足夠長的時間以使潤滑劑脫除乾淨。第一階段在某一溫度要保溫一段時間,其目的:一是使潤滑劑充分排除,二是進行自身的氧化還原反應。如燒結零件中含有碳,在700℃以上將會發生碳氧反應。第一階段所需要的時間視零件潤滑劑加入量的高低和零件的大小而定。通過第一階段的預燒應使潤滑劑或成形劑分解氣體以及氧氣充分排除。這些氣體是否充分排除可以通過真空度來觀察,若真空度穩定在某一值下,則說明已經排除。
2、燒結階段
燒結階段設定的溫度即是燒結所需要的溫度。由於真空燒結具有活化燒結的作用,其燒結溫度比氣氛燒結要低50~100℃。如果是進行液相燒結,燒結溫度應指定在比液相金屬熔點稍高的溫度。在這一階段將發生粉末顆粒之間的燒結以及合金元素之間的合金化。同時這一階段不應採用過高的真空度,因為真空度越高,液體金屬損失越大。為了減少金屬的揮發損失,燒結中往往充入某些氣體,如氮氣、氬氣和氫氣等。
3、冷卻階段
真空燒結的冷卻有直接斷電冷卻或階段式降低電流的冷卻,這視冷卻要求而定。由於是隨爐冷卻,與氣氛燒結相比冷卻速度較慢。充人保護性氣體,則可以提高冷卻速度。
