
概念簡介
 看板管理
看板管理 看板管理
看板管理看板管理的概念
看板管理方法是在同一道工序或者前後工序之間進行物流或信息流的傳遞。JIT是一種拉動式的管理方式,它需要從最後一道工序通過信息流向上一道工序傳遞信息,這種傳遞信息的載體就是看板。沒有看板,JIT是無法進行的。因此,JIT生產方式有時也被稱作看板生產方式。
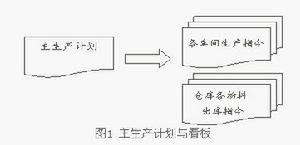
如圖1所示,一旦主生產計畫確定以後,就會向各個生產車間下達生產指令,然後每一個生產車間又向前面的各道工序下達生產指令,最後再向倉庫管理部門、採購部門下達相應的指令。這些生產指令的傳遞都是通過看板來完成的。
 看板管理
看板管理看板與MRP的關係
隨著信息技術的飛速發展,當前的看板方式呈現出逐漸被電腦所取代的趨勢。現在最為流行的MRP系統就是將JIT生產之間的看板用電腦來代替,每一道工序之間都進行聯網,指令的下達、工序之間的信息溝通都通過電腦來完成。
目前國內有很多企業都在推行MRP,但真正獲得成功的卻很少,其中的主要原因就是企業在沒有實行JIT的情況下就直接推行MRP。實際上,MRP只不過是一種將眾多複雜的手工操作電腦化的軟體,雖然能夠大大提高生產效率,但是並不能處理JIT所提出的一些觀念和方法。因此,MRP僅僅是一個工具,必須建立在推行JIT的基礎之上。如果企業沒有推行JIT就去直接使用MRP,那只會浪費時間和金錢。
信息
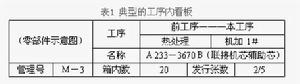
看板的信息包括:零件號碼、品名、製造編號、容器形式、容器容量、發出看板編號、移往地點、零件外觀等。及時生產方式的看板在生產線上分為兩類:領取看板和生產看板。
看板的機能
看板最初是豐田汽車公司於20世紀50年代從超級市場的運行機制中得到啟示,作為一種生產、運送指令的傳遞工具而被創造出來的。經過近50年的發展和完善,目前已經在很多方面都發揮著重要的機能。
生產及運送工作指令
 看板管理
看板管理在裝配線將所使用的零部件上所帶的看板取下,以此再去前一道工序領取。前工序則只生產被這些看板所領走的量,“後工序領取”及“適時適量生產”就是通過這些看板來實現的。
防止過量生產和過量運送
看板必須按照既定的運用規則來使用。其中的規則之一是:“沒有看板不能生產,也不能運送。”根據這一規則,各工序如果沒有看板,就既不進行生產,也不進行運送;看板數量減少,則生產量也相應減少。由於看板所標示的只是必要的量,因此運用看板能夠做到自動防止過量生產、過量運送。
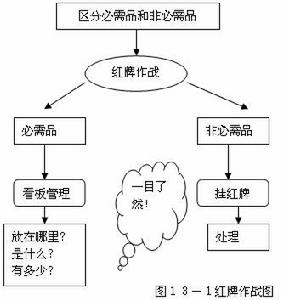
進行“目視管理”的工具
看板的另一條運用規則是“看板必須附在實物上存放”、“前工序按照看板取下的順序進行生產”。根據這一規則,作業現場的管理人員對生產的優先順序能夠一目了然,很容易管理。只要通過看板所表示的信息,就可知道後工序的作業進展情況、本工序的生產能力利用情況、庫存情況以及人員的配置情況等。
改善的工具
看板的改善功能主要通過減少看板的數量來實現。看板數量的減少意味著工序間在制品庫存量的減少。如果在制品存量較高,即使設備出現故障、不良產品數目增加,也不會影響到後工序的生產,所以容易掩蓋問題。在JIT生產方式中,通過不斷減少數量來減少在制品庫存,就使得上述問題不可能被無視。這樣通過改善活動不僅解決了問題,還使生產線的“體質”得到了加強。
看板操作的六個使用規則
看板是JIT生產方式中獨具特色的管理工具,看板的操作必須嚴格符合規範,否則就會陷入形式主義的泥潭,起不到應有的效果。
概括地講,看板操作過程中應該注意以下六個使用原則:
沒有看板不能生產也不能搬運,
看板只能來自後工序,
前工序只能生產取走的部分,
前工序按收到看板的順序進行生產,
看板必須和實物一起
不把不良品交給後工序。
看板的分類
看板的本質是在需要的時間,按需要的量對所需零部件發出生產指令的一種信息媒介體,而實現這一功能的形式可以是多種多樣的。看板總體上分為三大類:傳送看板、生產看板和臨時看板,如圖2所示。
 看板管理
看板管理1. 工序內看板
工序內看板是指某工序進行加工時所用的看板。這種看板用於裝配線以及既使生產多種產品也不需要實質性的作業更換時間(作業更換時間接近於零)的工序,例如機加工工序等。典型的工序內看板如表1所示。
 看板管理
看板管理2. 信號看板
信號看板是在不得不進行成批生產的工序之間所使用的看板。例如樹脂成形工序、模鍛工序等。信號看板掛在成批製作出的產品上,當該批產品的數量減少到基準數時摘下看板,送回到生產工序,然後生產工序按該看板的指示開始生產。另外,從零部件出庫到生產工序,也可利用信號看板來進行指示配送。
3. 工序間看板
工序間看板是指工廠內部後工序到前工序領取所需的零部件時所使用的看板。表2為典型的工序間看板,前工序為部件1#線,本工序總裝2#線所需要的是號碼為A232-60857的零部件,根據看板就可到前一道工序領取。
 看板管理
看板管理4. 外協看板
外協看板是針對外部的協作廠家所使用的看板。對外訂貨看板上必須記載進貨單位的名稱和進貨時間、每次進貨的數量等信息。外協看板與工序間看板類似,只是 “前工序”不是內部的工序而是供應商,通過外協看板的方式,從最後一道工序慢慢往前拉動,直至供應商。因此,有時候企業會要求供應商也推行JIT生產方式。
5. 臨時看板
臨時看板是在進行設備保全、設備修理、臨時任務或需要加班生產的時候所使用的看板。與其它種類的看板不同的是,臨時看板主要是為了完成非計畫內的生產或設備維護等任務,因而靈活性比較大。
看板使用實務
(1)看板的使用方法
看板有若干種類,因而看板的使用方法也不盡相同。如果不周密的制定看板的使用方法,生產就無法正常進行,我們從看板的使用方法上可以進一步領會JIT生產方式的獨特性。如圖3所示,在使用看板時,每一個傳送看板只對應一種零部件,每種零部件總是存放在規定的、相應的容器內。因此,每個傳送看板對應的容器也是一定的。
 看板管理
看板管理1、工序內看板的使用方法
 看板管理
看板管理2. 信號看板的使用方法
信號看板掛在成批製作出的產品上面。如果該批產品的數量減少到基準數時就摘下看板,送回到生產工序,然後生產工序按照該看板的指示開始生產。沒有摘牌則說明數量足夠,不需要再生產。
3. 工序間看板的使用方法
工序間看板掛在從前工序領來的零部件的箱子上,當該零部件被使用後,取下看板,放到設定在作業場地的看板回收箱內。看板回收箱中的工序間看板所表示的意思是“該零件已被使用,請補充”。現場管理人員定時來回收看板,集中起來後再分送到各個相應的前工序,以便領取需要補充的零部件。
4. 外協看板的使用方法
外協看板的摘下和回收與工序間看板基本相同。回收以後按各協作廠家分開,等各協作廠家來送貨時由他們帶回去,成為該廠下次生產的生產指示。在這種情況下,該批產品的進貨至少將會延遲一回以上。因此,需要按照延遲的回數發行相應的看板數量,這樣就能夠做到按照JIT進行循環。
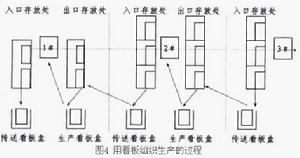
(2)用看板組織生產的過程
JIT是拉動式的生產,通過看板來傳遞信息,從最後一道工序一步一步往前工序拉動。圖4所示的生產過程共有三道工序,從第三道工序的入口存放處向第二道工序的出口存放處傳遞信息,第二道工序從其入口存放處向第一道工序出口存放處傳遞信息,而第一道工序則從其入口存放處向原料庫領取原料。這樣,通過看板就將整個生產過程有機的組織起來。
 看板管理
看板管理(3)代替看板發出生產請求的其它目視化方法
看板的形式並不局限於記載有各種信息的某種卡片形式,在實際的JIT生產方式中,還有很多種代替看板發出生產請求的目視化方法,如彩色桌球、空容器、地面空格標識和信號標誌等,詳見表3內容。
 看板管理
看板管理相關總結
看板方式作為一種進行生產管理的方式,在生產管理史上是非常獨特的,看板方式也可以說是JIT生產方式最顯著的特點。但是,決不能將JIT生產方式與看板方式等同起來。
JIT生產方式說到底是一種生產管理理念,而看板只不過是一種管理工具。看板只有在工序一體化、生產均衡化、生產同步化的前提下,才有可能發揮作用。如果錯誤地認為JIT生產方式就是看板方式,不對現有的生產管理方式作任何變動就單純的引進看板方式的話,是對企業發展起不到任何作用的。
太友QSmartANDON看板管理軟體功能
·管理端的主要功能為對系統進行管理,同時供管理層對歷史數據進行查詢及分析;
·查詢及管理端採用B/S結構進行設計,可從IE瀏覽器進行登錄進行系統操作;
·查詢界面支持英文語言環境;
·查詢報表主要功能為統計固定時間端內的生產單元異常次數,及相應持續時間分析
看板管理所需具備條件
1、必須是以流水作業為基礎的企業,才能全面實行看板管理,單件生產企業可以用看板管理的原理,組織內部的生產;
2、企業的生產秩序要穩定,生產全面實行均衡化,全面按科學合理的作業指導(工藝規程)進行,實行工序質量控制,保證不合格的零件不往下道工序流;
3、設備,工裝精度良好,保證加工質量穩定良好;
4、企業內部的製造工序,檢驗工序,運輸工序的合理化,平面布置合理,並消除無效勞動;
5、全面推行流水作業計畫,成批生產多批次小批量的標準作業計畫;
6、建立以生產工人為主體的現場管理體系,機、電檢修、工具、檢驗、工藝技術人員應隨時服務在現場,保證第—線的生產工人有百分之百的時間從事連續正常地生產。
