
定義
熔接接頭是一種利用局部加熱到足以熔融或熔化兩段光纖的端頭來完成接續,形成一根連續光纖的永久性接頭。
形式
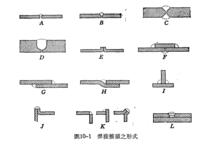 焊接接頭之形式
焊接接頭之形式欲求有效之熔接,在接合處必須依照使用目的,作適當的處理,如右圖所示,即為熔接接頭之常見形式。其中有些因厚度之不同,又可在接合處之金屬做成各種形狀,以方便焊接工作,使能夠得到適當的焊接強度。
圖中A是對於薄材料之接合,厚度在1~3mm左右者採用之焊接金屬不需加工成凹斜形狀。圖中B是焊接金屬厚度在3mm以上者,將結合部分做成單V形,有利於焊接施工。圖中C是用在重型金屬板焊接時而做成為V形。圖中D是對厚物件,於焊接之前先將焊接金屬作成U字形缺口,方便焊接施工,凹口部分需用焊料填滿。圖中E為薄金屬之凸緣式接口。圖中F為單蓋板式接頭,在焊接金屬的一邊加上一層蓋板,增加焊接部分的強度。圖中G、H為搭接式接頭,I為T型接頭,J為邊接,K為薄金屬之角接,L為柱塞接。柱塞或鉚釘孔之直徑為厚板的兩倍以上,也有將孔製成橢圓形的,孔的周線與金屬面成30°。
分類
若按熔接接合的方式區分,可分為:連續熔接和間隔熔接。連續熔接是指沿著熔接部接合線不中斷地熔接。間隔熔接是指在熔接之接合線上有一定間隔做斷續熔接。若J型接頭做間隔熔接時,又可分為間隔並排熔接和間隔錯位熔接。
優點
熔接接口有很多優點,主要列舉如下:
(1)重量可以減輕;
(2)不受夠構造的限制,工作自由;
(3)小量的生產其價格亦低,而且製作時間短。
質量檢查
針對聚乙烯管道熔接接頭進行討論。聚乙烯管道熔接接頭的質量,絕大數情況下取決於操作人員的能力。經過很好培訓並認真工作的操作人員,能夠獲得最佳的熔接接頭質量。
常見缺陷
熔接接頭最常見的缺陷是:沒有遵循加熱時間、切換時間、熔接時間、冷卻時間;沒有遵守熔接溫度(過高或過低);連線面不清潔;錯誤地將兩種不同材料進行熔接;加熱工具表面有材料殘渣。
檢查方法
熔接接頭質量檢查主要有無損檢查和破壞性檢查兩種。無損檢查包括:尺寸檢查和目視檢查、超音波檢測和X光探傷;破壞性檢測包括:拉伸和衝擊試驗、靜液壓強度試驗、彎曲試驗。
1.熱熔連線
(1)熱熔對接接頭。包括:翻邊對稱性檢查,接頭應具有沿管材整個圓周平滑對稱的翻邊,翻邊最低處的深度不應低於管材表面;接頭對正性檢查,沿翻邊圓周任何一處的錯邊V不應大於管材壁厚的10%或1mm中的較大值;翻邊寬度檢查,翻遍寬度B受聚乙烯材料牌號、生產工藝(擠出或注塑成型);切除翻邊和檢查翻邊,使用合適的工具,在不損傷管材的情況下,切除翻邊,然後檢查切除的翻邊,在翻邊的下側進行目視檢查,發現有雜質、小孔、偏移或損壞時,應視為不合格。
(2)熱熔承接接頭。檢查管材連線區整個外圓周是否進行了刮皮處理;檢查管材與管件是否正確對正;檢查管材與管件之間擠出的熔融材料,在整個外圓周上是否均勻一致;檢查焊接區域是否有雜誌、縮孔、裂紋或其它損傷;檢查是否有焊接溫度過高或焊接壓力過大造成的管壁塌陷、卷邊過大等現象。
(3)熱熔鞍型接頭。檢查管材整個連線區是否進行了刮皮處理;檢查鞍型管件出口是否垂直與管材;檢查管材壁是否出現塌陷現象;檢查熔融材料是否從管材內流出;檢查輔助工具是否損傷接頭附近管材表面。
2.電熔連線
(1)電熔承插接頭。檢查管材與管件是否正確對正;檢查管材連線區整個外圓周是否進行了刮皮處理;檢查插入標誌,確認管材或插口端是否已完全插入到位;檢查熔融材料或電阻絲是否流出;檢查焊接指示燈是否充滿熔融材料。
(2)電熔鞍型接頭。檢查管材整個連線區是否進行了刮皮處理;檢查鞍型管件出口是否垂直與管材;檢查管材壁是否出現塌陷現象;檢查熔融材料是否從管材內流出;檢查焊接指示燈是否充滿熔融材料;檢查輔助工具是否損傷接頭附近管材表面。
