爆炸焊接界面附近溫升是由爆炸絕熱壓縮和畸形變形能沉積兩者造成的.通過計算絕熱壓縮溫升和畸形變形能沉積產生的溫升,給出熔化判據,估計出了爆炸焊接界面熔化層的厚度.
內花鍵軌跡生成後,通過“軌跡生成”、“跳步設定”等一系列操作,CAXA線切割軟體可生成3B代碼程式。將3
 熔化層
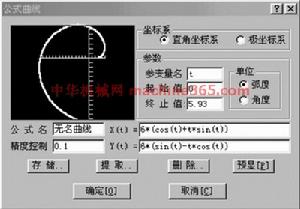
熔化層CAXA線切割V2軟體除了具有繪製直線、圓、齒輪等曲線,實現線條剪下、過渡圓角、平移、複製、尺寸標註等功能外,還能根據需要繪製公式曲線。此功能特別實用,據此可繪製出能給定公式的所有曲線,繪製出的曲線與其他直線或圓弧經一系列編輯,可得到用戶所需要的軌跡。公式曲線的界面如圖3所示。在生產實際中,我們常常碰到一些非標準的花鍵,就可用此功能繪製出線切割軌跡來。
二、線切割加工表面熔化層的清除
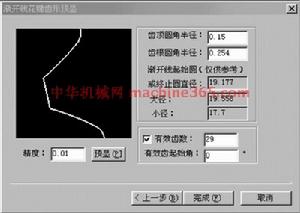
線切割加工表面熔化層的深度一般為0.015~0.04mm,為減少熔化層深度,可選擇較小的切削速度、較小的加工電流和較小的脈衝寬度。但不管熔化層的深度多么小,總是存在於零件表面。有關手冊中曾推薦用研磨法清除線切割加工表面的熔化層,這種方法對於一些簡單的表面如平面、內孔研磨起來是比較方便的,但對內花鍵這種型面進行研磨就比較困難了。
通過對內花鍵特點的分析,我們選定嚙合研磨法來清除熔化層,即用一個同樣參數的鑄鐵外花鍵,通過內外花鍵
 熔化層
熔化層此研磨過程使用的工具機為普通車床,研磨裝置安裝在車床的刀架上,鑄鐵花鍵心軸夾持在研磨裝置上。車頭帶動產品鏇轉,產品的內花鍵帶動鑄鐵花鍵心軸鏇轉。在研磨裝置中有一個端面凸輪,在外花鍵開始鏇轉時,端面凸輪不斷將鑄鐵花鍵心軸向被研磨零件內部推進,同時,研磨裝置上有一和花鍵心軸相聯接的彈簧不斷被拉伸,過了一定行程,到達凸輪最高點,鑄鐵花鍵心軸在彈簧的作用下開始從裡向外運動,到達凸輪的最低點,從而完成一個行程。在研磨過程中,操作者在花鍵心軸運動過程中,不時地加入新鮮研磨膏,每個產品的加工時間由熔化層的深度、研磨膏的粗細等因素確定,一般通過試加工方法獲得。
http://baike.machine365.com/arts/060307/22/100150_3.html
http://www.ilib.cn/A-gywlxb200302010.html
