
原理及特點
目前,國內最流行的方式是採用高壓無氣噴塗工藝。高壓無氣噴塗採用的工作原理是將塗料增壓到210千克/平方厘米,通過噴嘴把塗料霧化成細小的微粒,直接噴射到被塗物表面的一種噴塗方式,高壓無氣噴塗在歐美等國家建築業已被普遍採用,它有以下特點:
1.極佳的表面質量 它是將塗料加壓噴霧化成細小的微粒,使其均勻地分布於牆體表面,使乳膠漆在牆面形成光滑、平順、緻密的塗層,這是刷、滾等原始方法無法比擬的。
2.滿意的施工效果 它的噴塗效率高達300~500平方米/小時,節省人力工時,能準確地算出完工日期。
3.提高塗料附著力,延長塗層壽命 它採用高壓噴射霧化使塗料微粒獲得強有力動能,塗料微粒藉此動能射達孔隙之中,因而使塗層更緻密,與牆面的機械咬合力增強,附著力提高,有效延長塗層壽命。
4.節省塗料 人工刷塗厚度極不均勻,一般在30~200微米之間,乳膠漆塗層厚度一般為30微米(GB),所以人工刷塗塗料有效利用率低,更重要的是刷痕影響了表面質量與手感,選用高壓無氣噴塗工藝,塗層厚度均勻,有效利用率高,相對其他塗裝方式可節約塗料15%~25%左右。
5.適用的塗料範圍廣 能噴塗較高粘度塗料,無需過度加水。尤其擅長高檔內牆用塗料的施工。如:各類高光、中光、蛋殼光、絲光、亞光及“三合一”、“五合一”等高中檔塗料。
優點
高壓無氣噴塗是一種很有發展前途的高效率噴塗方法,與空氣噴塗不同,它是利用高壓泵將油漆塗料加壓到15MPa左右,然後通過一個特製的噴嘴小孔噴出。當加過高壓的塗料離開噴嘴,到達大氣中時,便立即劇烈膨脹,霧化成極細的扇形氣流噴向物面。高壓無氣噴塗,不僅適宜噴塗普通油漆塗料,還特別適宜噴塗高粘度的油漆塗料,與一般的空噴塗相比有以下優點:
A、效率比普通噴塗高2倍左右,塗料損失極微。(省材料)
B、塗膜成膜厚、遮蓋率高、質量好、光潔度高、附著力強。
C、設備小巧、搬運方便、壓縮機小、重量輕。
D、漆霧少,改善了勞動條件,提高了安全性。
E、可噴塗較高粘度的塗料,節約了昂貴的稀釋劑。
無氣噴塗設備
無氣噴塗設備包括高壓泵、蓄壓器、過濾器、高壓軟管及噴槍等,見下圖。
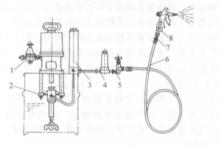 無氣噴塗設備
無氣噴塗設備高壓泵
高壓泵常用電動隔膜泵或氣動活塞泵。電動隔膜泵是電動機驅動的,由液壓泵和塗料泵兩部分組成,電動機通過聯軸器帶動一偏心軸,高速旋轉,偏心軸上的連桿就驅動柱塞在油缸內做直線往復運動,將油箱中的液壓油吸上並使它變為脈動高壓油,推動一個高強度隔膜,隔膜的另一面接觸塗料,隔膜向下時為吸人衝程,打開吸入閥吸入塗料到塗料泵。隔膜向上時為壓力衝程,此時吸入閥關閉,輸出閥打開,並以高壓力將塗料經軟管輸送至噴槍。壓力可在0~25 MPa範圍內任意調節,而且壓力穩定,不會過載。機件不承受衝擊載荷,工作可靠。
蓄壓器
蓄壓器是一個簡單的圓柱形壓力容器,上下各有一個封頭,塗料從底部進入,在塗料進口處裝有一個滾珠單向閥。蓄壓器能減少噴塗時的壓力波動,用於穩定塗料壓力,以保證噴塗質量。
過濾器
無氣噴槍的噴嘴孔很小,塗料稍有不淨,就很容易使噴嘴堵塞。因此,塗料必須嚴格過濾,才能保證噴塗工作正常地進行。無氣噴塗設備共有三個形式不同的過濾器:其一是裝在塗料吸入口的盤形過濾器,用以除去塗料中的雜質和污物;其二是裝在蓄壓器與截心閥之間的,用於濾清上次噴塗後雖經清洗,但仍殘留在柱塞缸及蓄壓器內結塊的殘餘塗料;其三是裝在無氣噴槍接頭處的小型管狀過濾器,用於防止高壓軟管內有柔物混入噴槍。
高壓輸漆軟管
高壓輸漆軟管用於將高壓泵輸出的高壓塗料送往噴槍。它能耐20 MPa的高壓,耐油、苯、酮、酯類強溶劑的腐蝕。還應當輕便、柔軟,便於操作。通常用尼龍或聚四氟乙烯製成,外面包覆不鏽鋼絲網。
工藝條件
影響高壓無氣噴塗塗飾質量的因素與氣壓噴塗基本上相同,但也有一些具體差別。
(1)塗料黏度,應與塗料壓力相適應,黏度低使用較低的塗料壓力;反之塗料黏度高要選擇使用高的塗料壓力。如果壓力過低噴塗出的漆形就不正常,壓力過高又會出現塗料流淌或流掛。
(2)塗料壓力,塗料壓力與塗料噴塗量成比例,並對噴塗漆形影響較大。但是壓力過高又會出現塗飾缺陷,因此,若需提高噴塗量應換噴嘴,而不應單純提高壓力。
(3)噴塗距離,比空氣噴塗時距離稍遠些,一般為30~50cm。
(4)噴塗操作,噴槍移動速度決定塗層厚度與均勻性,一般以50~80 cm/s較為適宜,其選擇應根據噴嘴大小、塗料黏度和壓力、噴塗距離和噴塗量而定。噴塗角度一般以與工件表面垂直為原則。噴塗搭接的寬度可小些,僅搭接上即可。噴塗室內風速過大會改變漆形,影響噴塗質量,風速一般控制在0.3 m/s為宜。
套用
無氣噴塗機可噴塗不同粘度的塗料。使得牆面塗裝告別了人工、低效、簡陋工具的時代。這種工藝發出3000psi的高壓,連續高速霧化塗刷於各種牆面上成膜均勻無刷痕。塗刷於各種牆面上成膜均勻無刷痕。而且由於工效極高,取費標準甚至低於手工塗刷。
