
基本簡介
 PVC
PVC 簡稱PVC,由氯乙烯在引發劑作用下聚合而成的熱塑性樹脂。是氯乙烯的均聚物。氯乙烯均聚物和氯乙烯共聚物統稱為氯乙烯樹脂。PVC為無定形結構的白色粉末,支化度較小。工業生產的PVC分子量一般在5萬~12萬範圍內,具有較大的多分散性,分子量隨聚合溫度的降低而增加;無固定熔點,80~85℃開始軟化,130℃變為粘彈態,160~180℃開始轉變為粘流態;有較好的機械性能,抗張強度60MPa左右,衝擊強度5~10kJ/m²;有優異的介電性能。但對光和熱的穩定性差,在100℃以上或經長時間陽光曝曬,就會分解而產生氯化氫,並進一步自動催化分解,引起變色,物理機械性能也迅速下降,在實際套用中必須加入穩定劑以提高對熱和光的穩定性。PVC很堅硬,溶解性也很差,只能溶於環己酮、二氯乙烷和四氫呋喃等少數溶劑中,對有機和無機酸、鹼、鹽均穩定,化學穩定性隨使用溫度的升高而降低。PVC溶解在丙酮-二硫化碳或丙酮-苯混合溶劑中,用於乾法紡絲或濕法紡絲而成纖維,稱氯綸。具有難燃、耐酸鹼、抗微生物、耐磨並具有較好的保暖性和彈性。
組成結構
 PVC結構
PVC結構 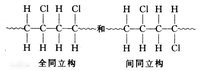 PVC的立構規整結構
PVC的立構規整結構 聚氯乙烯是一種使用一個氯原子取代聚乙烯中的一個氫原子的高分子材料,是含有少量結晶結構的無定形聚合物。這種材料的結構如下:[ ―CH2 ―CHCl― ]n。PVC是VCM單體多數以頭-尾結構相聯的線形聚合物。碳原子為鋸齒形排列,所有原子均以σ鍵相連。所有碳原子均為sp3雜化。
在PVC分子鏈上存在短的間規立構規整結構。隨著聚合反應溫度的降低,間規立構規整度提高。聚氯乙烯大分子結構中存在著頭頭結構、支鏈、雙鍵、烯丙基氯、叔氯等不穩定性結構、使得耐熱變形及耐老化差等缺點。故作交聯後,可將該類缺點消除。
交聯分為輻射交聯和化學交聯。
1.輻射交聯。使用高能射線,一般為鈷60輻射源產生的射線或電子加速產生的電子射線,主要採用後者。再加以助交聯助劑(兩個或多個碳碳雙鍵結構的單體)進行交聯。但操作難度大,對設備要求高。
2.化學交聯。使用三唑二巰基胺鹽(FSH)進行交聯,交在線上理為胺與巰基結合進攻碳氯極性鍵實行取代反應。交聯後產品耐紫外、耐溶劑、耐溫、衝擊增韌等性能會得到全面提升。
主要分類
根據套用範圍的不同,PVC可分為:通用型PVC樹脂、高聚合度PVC樹脂、交聯PVC樹脂。通用型PVC樹脂是由氯乙烯單體在 引發劑的作用下聚合形成的;高聚合度PVC樹脂是指在氯乙烯單體聚合體系中加入鏈增長劑聚合而成的樹脂;交聯PVC樹脂是在氯乙烯單體聚合體系中加入含有雙烯和多烯的交聯劑聚合而成的樹脂。
根據氯乙烯單體的獲得方法來區分,可分為 電石法、 乙烯法和進口(EDC、VCM)單體法(習慣上把乙烯法和進口單體法統稱為乙烯法)。
根據聚合方法,聚氯乙烯可分為四大類:懸浮法聚氯乙烯、乳液法聚氯乙烯、本體法聚氯乙烯、溶液法聚氯乙烯。懸浮法聚氯乙烯是產量最大的一個品種,約占PVC總產量的80%左右。懸浮法聚氯乙烯按絕對黏度分六個型號:XS-1、XS-2……XS-6;XJ-1、XJ-2……、XJ-6。型號中各字母的意思:X-懸浮法;S-疏鬆型;J-緊密型。
根據增塑劑含量的多少,常將PVC塑烯塑膠分為:無增塑PVC,增塑劑含量為0;硬質PVC,增塑劑含量小於10%;半硬質PVC,增塑劑含量為10-30%;軟質PVC,增塑劑含量為30-70%;聚氯乙烯糊塑膠,增塑劑含量為80%以上。
發展歷程
 PVC防水材料
PVC防水材料 聚氯乙烯早在1835年就為美國V.勒尼奧發現,用日光照射氯乙烯時生成一種白色固體,即聚氯乙烯。
PVC在19世紀被發現過兩次,一次是Henri Victor Regnault在1835年,另一次是Eugen Baumann在1872年發現的。兩次機會中,這種聚合物都出現在被放置在太陽光底下的氯乙烯的燒杯中,成為白色固體。20世紀初,俄國化學家Ivan Ostromislensky和德國Griesheim-Elektron公司的化學家Fritz Klatte同時嘗試將PVC用於商業用途,但困難的是如何加工這種堅硬的,有時脆性的的聚合物。
1912年,德國人Fritz Klatte合成了PVC,並在德國申請了專利,但是在專利過期前沒有能夠開發出合適的產品。
1926年,美國B.F. Goodrich公司的Waldo Semon合成了PVC並在美國申請了專利。Waldo Semon和B.F. Goodrich Company在1926年開發了利用加入各種助劑塑化PVC的方法,使它成為更柔韌更易加工的材料並很快得到廣泛的商業套用。
1914年發現用有機過氧化物可加速氯乙烯的聚合,1931年德國法該公司採用乳液聚合法實現聚氯乙烯的工業化生產。1933年W.L.西蒙提出用高沸點溶劑和磷酸三甲酚酯與PVC加熱混合,可加工成軟聚氯乙烯製品,這才使PVC的實用化有了真正的突破。英國卜內門化學工業公司、美國聯合碳化物公司及固特里奇化學公司幾乎同時在1936年開發了氯乙烯的懸浮聚合及 PVC的加工套用。為了簡化生產工藝,降低能耗,1956年法國聖戈邦公司開發了本體聚合法。1983年,世界總消費量約11.1Mt,總生產能力約17.6Mt;是僅次於聚乙烯產量的第二大塑膠品種,約占塑膠總產量的15%。中國自行設計的 PVC生產裝置於1956年在遼寧錦西化工廠進行試生產,1958年3kt裝置正式工業化生產,1984年產量530.9kt。
PVC是三十年代初實現工業化的。從三十年代起,在很長的時間裡,聚氯乙烯產量一直在世界塑膠用量中占居第一位。六十年代後期,聚乙烯取代了聚氯乙烯。現聚氯乙烯塑膠雖退居第二位,但產量仍占塑膠總產量的四分之一以上。
六十年代以前,單體氯乙烯的生產基本是以電石乙炔為主,由於電石生產需耗大量電能和焦炭、成本高。六十年代初乙烯氧氯化法生產氯乙烯工業化後,各國轉向了以更便宜的石油為原料。另外,由於聚氯乙烯的原料很大部分(約57%重量)是制鹼工業必然伴生副產物氯氣,不僅原料來源豐富,而且也是發展氯鹼工業、平衡氯氣的很重要的產品之一。所以聚氯乙烯在塑膠中的比重雖有下降,但仍保持了較高的增長速度。
聚氯乙烯塑膠製品套用非常廣泛,但在七十年代中期,人們認識到聚氯乙烯樹脂及製品中殘留的單體氯乙烯(VCM)是一種嚴重的致癌物質,無疑在一定程度會影響聚氯乙烯的發展。不過人們已成功地通過汽車等途徑降低殘留的VCM,使聚氯乙烯樹脂中VCM會含量小於10ppm,達到衛生級樹脂要求,擴大了聚氯乙烯的套用範圍。甚至可使樹脂中的VCM含量小於5ppm,加工後殘留的VCM極少。對人體基本無害,可用作食品藥包裝和兒童玩具等。
發展前景
 聚氯乙烯
聚氯乙烯 1 聚氯乙烯樹脂行業發展趨勢
我國聚氯乙烯樹脂消費主要集中在華南和華東兩個地區,廣東、浙江、福建、山東和江蘇等省份的消費合計約占全國總消費量的 70. 0%,其中,廣東和福建省市場需求量最大,但產能不足,進口聚氯乙烯樹脂所占比例較高; 江蘇、山東和浙江省聚氯乙烯樹脂加工工業比較發達,三省的消費量約占國內總消費量的 34. 0%; 華北地區產銷基本平衡。隨著中西部地區開發力度的加強以及大規模基礎設施的興建,中西部聚氯乙烯樹脂的消費量將會逐漸增加。
2 需求預測
聚氯乙烯樹脂行業屬於基礎型和能源密集型產業,受需求和能源價格影響較大,同時又是基礎化工原料,因此與經濟發展關聯也非常緊密。從 2012 年的情況來看,由於國內聚氯乙烯樹脂產能仍不斷減少,而下游需求增長相對緩慢,加之出口受阻,進口增加,因此國內聚氯乙烯樹脂企業整體開工率不高,產能閒置數量較大,市場價格也始終保持中低位徘徊,價格波動區間減小,另外,聚氯乙烯樹脂期貨的上市在一定程度上增加了聚氯乙烯樹脂市場價格波動的不確定性。我國聚氯乙烯樹脂行業仍將處於一個較為艱難的整合期,將有多種因素影響到我國未來聚氯乙烯樹脂的發展。
3 出口問題
① 成本壁壘
PVC 屬於基礎化工原料,產品差異性較小,在國內完全競爭的市場格局下,成本高低是影響企業競爭能力的最主要因素。由於行業特性,原材料和能源在產品成本中占有較高比重。石油乙烯法的成本主要受石油價格影響;電石法的生產成本主要受電石成本影響,一般而言,電石成本占PVC 成本的70%左右,而電力成本又占到電石成本的60%左右,由於我國西部電力資源豐富,電價相對較低,與東部電石法生產企業相比,西部電石法生產企業在成本方面具有一定優勢。而具備資源秉賦,配套電石生產的企業,將構築更加堅實的成本壁壘。
② 產業政策壁壘
為促進氯鹼行業產業結構升級,規範行業發展,按照“最佳化布局、有序發展、調整結構、節約能源、保護環境、安全生產、技術進步”的可持續發展原則,國家發改委制訂發布了《氯鹼(燒鹼、聚氯乙烯)行業準入條件》,並自2007 年12月1 日起開始執行:在產業布局方面要求新建氯鹼生產企業應靠近資源、能源產地,東部地區除搬遷企業外原則上不再新建電石法聚氯乙烯項目和與其相配套的燒鹼項目;工藝方面要求新建、改擴建電石法聚氯乙烯項目必須同時配套建設電石渣制水泥等電石渣綜合利用裝置;準入條件還從能耗指標和環保方面對新建項目設定了標準。產業政策的調整大大提高氯鹼行業的資金、技術、人才、資源門檻。
③ 規模壁壘
生產PVC 所需投資規模較大,固定成本較高,規模效益比較明顯。規模大的企業在與供應商的談判中處於更有利的地位,有利於降低原材料成本。產銷量大的企業,市場占有率也相應較高,具有更大的市場影響力,相對更容易獲得客戶。PVC 生產企業一旦產銷達到較大規模後,邊際成本將逐步降低,並增強抗風險能力。
④ 資金壁壘
同時,隨著國家對安全、環保監管的日益嚴格,氯鹼生產裝置建設必須配套相應的大型環保裝置(如電石路線必須配套電石渣制水泥裝置等),資金投入較多,大部分的中小企業一般無力承擔。
因此,投資本行業的廠商必須具備強大的資金實力,存在一定的資金壁壘。
印度國內市場對PVC的需求逐年增加,從2009年的170餘萬噸提高至2012年的220餘萬噸;但前印度只有5家PVC生產企業國內生產能力125萬噸/年。印度Finolex工業公司是印度最大的PVC管道生產商。由於供需並不平衡,存在較大缺口,因此印度平均年PVC進口量達95萬噸。同時,印度乙烯基原料缺口也逐年增大,2011年為72.2萬噸,2012年為97.6萬噸,2013年將達112萬噸。據統計,2012年4~9月份,印度PVC進口主要來源於韓國、中國台灣、德國、美國、墨西哥等國家和地區,其中來自韓國和中國台灣兩地的PVC進口量均超過20萬噸。
Rajesh Deshpande談到,印度PVC下游產品以PVC管材及配件為主,占該國PVC下游產品總量的43%。2012~2013財年前六個月下游需求增長20%,進口量增長50%。按照該速度發展,到2013年3月,印度國內市場需求將達220萬噸,PVC管材的發展速度也將達到兩位數。
由於PVC下游消費市場逐年擴大,印度PVC工業迎來較大的發展機遇。據Rajesh Deshpande預測,印度PVC產品下游消費市場的增長源於諸多方面。政府對基礎設施建設的投入逐年增加。統計表明,“十二五”期間,印度政府對基礎設施建設的投資將達8900億美元;農村基礎設施建設發展基金增加至35億美元;對農村飲用水及環境衛生投資預算達25億美元;將投資5300萬美元加強灌溉系統建設;在德里—孟買工業走廊,將投資900億美元建設大型基礎設施,其中日本政府贊助45億美元。
儘管供需缺口大,但由於進口產品具有較大競爭優勢,印度PVC行業面臨一定的挑戰。Rajesh Deshpande坦言,印度PVC行業發展還存在一定的問題:比如用戶還未能看到塑膠管材相對於傳統材質管材的優勢;環保人士和民間組織從環境危害角度闡述塑膠管材的害處;相關生產企業不注重自身產品質量把關等。因此,印度PVC行業要實現可持續發展,就必須不斷開發新產品、新技術,同時注重PVC用品的回收和再利用。
中國儘管擁有全球最大聚氯乙烯生產能力,但由於乙烯價格下跌,2009年乙烯法聚氯乙烯進口量創下新紀錄,另一方面,中國聚氯乙烯市場始終處於低開工率狀態。2009年上半年,中國進口了約120萬噸聚氯乙烯,比2008年全年進口量還多100萬噸。隨著乙烯價格暴漲,中國電石法聚氯乙烯生產競爭優勢顯現出來。2009年下半年,中國聚氯乙烯進口量穩步下降,據中國海關數據,11月份進口量只有60646噸。
2013上半年,受行業產能過剩、下游需求疲軟等諸多不利因素影響,聚氯乙烯(PVC)行業整體效益表現欠佳,企業處境較為艱難。但聚氯乙烯外貿市場表現搶眼,多項數據較往年同期均有明顯恢復性調整。不過業內人士指出,隨著美國聚氯乙烯工廠開工率提升,預計我國聚氯乙烯對外貿易將呈現進口量恢復性增長、出口量穩中萎縮的局面。
據中國氯鹼工業協會統計,截至2013年6月底,國內聚氯乙烯(含糊樹脂)產能為2392萬噸/年。其中2013年上半年聚氯乙烯新增產能為86萬噸/年,退出35萬噸/年,淨增51萬噸/年,退出產能全部為電石法生產裝置。行業整體產能擴張速度已有明顯放緩,但產能穩中有增的趨勢仍在延續。
出口方面,1~5月份我國聚氯乙烯累計出口量較去年同期大幅增長152.4%。從流向來看,最大出口消費市場是印度;出口至俄羅斯的貨源數量則增速放緩,居第二。
此外,金融危機暴發以來,全球市場、貿易環境發生了很大改變,各國貿易保護主義抬頭,針對我國企業產品的貿易摩擦顯著增多。
製備方法
 聚氯乙烯
聚氯乙烯 聚氯乙烯可由乙烯、氯和催化劑經取代反應製成。由於其防火耐熱作用,聚氯乙烯被廣泛用於各行各業各式各樣產品: 電線外皮、光纖外皮、鞋、手袋、袋、飾物、招牌與廣告牌、建築裝潢用品、家俱、掛飾、滾輪、喉管、玩具(如有名的義大利“Rody”跳跳馬)、門帘、卷門、輔助醫療用品、手套、某些食物的保鮮紙、某些時裝等。
聚合方法
PVC用自由基加成聚合方法製備,聚合方法主要分為懸浮聚合法、乳液聚合法和本體聚合法,以懸浮聚合法為主,約占PVC總產量的80%左右。將純水、液化的VCM單體、分散劑加入到反應釜中,然後加入引發劑和其它助劑,升溫到一定溫度後VCM單體發生自由基聚合反應生成PVC顆粒。持續的攪拌使得顆粒的粒度均勻,並且使生成的顆粒懸浮在水中。此外,還有用微懸浮法生產PVC糊用樹脂,產品性能和成糊性均好。
 聚氯乙烯
聚氯乙烯 ①懸浮聚合法使單體呈微滴狀懸浮分散於水相中,選用的油溶性引發劑則溶於單體中,聚合反應就在這些微滴中進行,聚合反應熱及時被水吸收,為了保證這些微滴在水中呈珠狀分散,需要加入懸浮穩定劑,如明膠、聚乙烯醇、甲基纖維素、羥乙基纖維素等。引發劑多採用有機過氧化物和偶氮化合物,如過氧化二碳酸二異丙酯、過氧化二碳酸二環己酯、過氧化二碳酸二乙基己酯和偶氮二異庚腈、偶氮二異丁腈等。聚合是在帶有攪拌器的聚合釜中進行的。聚合後,物料流入單體回收罐或汽提塔內回收單體。然後流入混合釜,水洗再離心脫水、乾燥即得樹脂成品。氯乙烯單體應儘可能從樹脂中抽除。作食品包裝用的 PVC,游離單體含量應控制在1ppm以下。聚合時為保證獲得規定的分子量和分子量分布範圍的樹脂並防止爆聚,必須控制好聚合過程的溫度和壓力。樹脂的粒度和粒度分布則由攪拌速度和懸浮穩定劑的選擇與用量控制。樹脂的質量以粒度和粒度分布、分子量和分子量分布、表觀密度、孔隙度、魚眼、熱穩定性、色澤、雜質含量及粉末自由流動性等性能來表征。聚合反
應釜是主要設備,由鋼製釜體內襯不鏽鋼或搪瓷製成,裝有攪拌器和控制溫度的傳熱夾套,或內冷排管、回流冷凝器等。為了降低生產成本,反應釜的容積已由幾立方米、十幾立方米逐漸向大型化發展,最大已達到200立方米(釜式反應器)。聚合釜經多次使用後要除垢。以聚乙烯醇和纖維素醚類等為懸浮穩定劑製得的 PVC一般較疏鬆,孔隙多,表面積大,容易吸收增塑劑和塑化。
②乳液聚合法最早的工業生產 PVC的一種方法。在乳液聚合中,除水和氯乙烯單體外,還要加入烷基磺酸鈉等表面活性劑作乳化劑,使單體分散於水相中而成乳液狀,以水溶性過硫酸鉀或過硫酸銨為引發劑,還可以採用“氧化-還原”引發體系,聚合曆程和懸浮法不同。也有加入聚乙烯醇作乳化穩定劑,十二烷基硫醇作調節劑,碳酸氫鈉作緩衝劑的。聚合方法有間歇法、半連續法和連續法三種。聚合產物為乳膠狀,乳液粒徑0.05~2μm,可以直接套用或經噴霧乾燥成粉狀樹脂。乳液聚合法的聚合周期短,較易控制,得到的樹脂分子量高,聚合度較均勻,適用於作聚氯乙烯糊,制人造革或浸漬製品。乳液法聚合的配方複雜,產品雜質含量較高。
③本體聚合法聚合裝置比較特殊,主要由立式預聚合釜和帶框式攪拌器的臥式聚合釜構成。聚合分兩段進行。單體和引發劑先在預聚合釜中預聚1h,生成種子粒子,這時轉化率達8%~10%,然後流入第二段聚合釜中,補加與預聚物等量的單體,繼續聚合。待轉化率達85%~90%,排出殘餘單體,再經粉碎、過篩即得成品。樹脂的粒徑與粒形由攪拌速度控制,反應熱由單體回流冷凝帶出。此法生產過程簡單,產品質量好,生產成本也較低。
PVC改性方法
PVC樹脂是一個極性非結晶性高聚物,密度: 1.380 g/cm3,玻璃轉變溫度:87℃,因此熱穩定性差,不易加工。不能直接使用,必須經過改性混配,添加相關助劑和填充物才可以使用。而因添加的相關助劑和填充物的種類和分數的不同,這就決定了所製備的PVC材料性能和要求是不一樣的。我們通常稱之為PVC配方,嚴格說來是PVC改性配方,而PVC只有經過改性才能使用。這一類常被歸類為高分子改性材料。高分子材料改性主要圍繞通用塑膠的高性能化、單組分材料向多組分材料複合材料轉變(合金、共混、複合)、賦予材料功能化、最佳化性能與價格等方面的研究。改性方法主要是化學改性、填充改性、增強改性、共混改性以及納米複合改性。改性基本原理就是通過添加物賦予材料功能或者提高某些性能。
因此,PVC配方技術的高下,決定了一家工廠技術和生產能力的高下。
PVC一般先要改性造粒,用螺桿擠出機組製備成粒子後,塑化更充分,加工也更容易,尤其是工藝是注塑的產品。螺桿擠出機是塑膠成型加工最主要的設備之一,它通過外部動力傳遞和外部加熱元件的傳熱進行塑膠的固體輸送、壓實、熔融、剪下混煉擠出成型。螺桿擠出機無論作為塑化造粒機械還是成型加工機械都占有重要地位嚴格來說,有著特殊要求的PVC製品,PVC改性配方,是根據客戶要求量身定做的。還有就是在PVC生產過程中共聚衍生,此類改性的品種有氯乙烯共聚物、聚氯乙烯共混物和氯化聚氯乙烯等
。
PVC改性的性能指標
著色性
聚氯乙烯熱穩定性和耐光性較差。在150℃時開始分解出氯化氫,隨著增塑劑含量的多少發生不良反應。另外,顏料對PVC的影響,體現在顏料是否與PVC及組成PVC製品的其它組分發生反應以及顏料本身耐遷移性、耐熱性。著色劑中的某些成份可能會促使樹脂的降解。如鐵離子和鋅離子是PVC樹脂降解反應的催化劑。因此,使用氧化鐵(紅、黃、棕和黑)顏料或氧化鋅、硫化鋅和立德粉類白色顏料會降低PVC樹脂的熱穩定性。某些著色劑可能會與PVC樹脂的降解產物發生作用。如群青類顏料耐酸性差,故在PVC著色加工過程中,會與PVC分解產生的氯化氫發生相互作用而失去應有的顏色。因此就PVC著色而言,考慮到所用樹脂及相關助劑的特徵,結合顏料的特點。在選擇著色劑時應當注意以下幾個問題。
1、顏料中的某些金屬離子會促使聚氯乙烯樹脂熱氧分解如圖1。
測定方法為加有顏料聚乙烯加熱至180℃時的色相變化。由於顏料中含有金屬離子促使PVC分解加快,從而產生色相變化。同時,還要注意的是,同樣加入色淀紅可使PVC產生的色差不同,如含有鈣,色相差小;含錳則色相差大,這是由於錳等金屬促進PVC脫氯化氫所致。
硫化物類著色劑(如鎘紅、黃等)用於聚氯乙烯著色,可能因著色劑分解放出硫化氫。這類著色劑不宜與鉛穩定劑混用,以免生成黑色的硫化鉛。
2、顏料對聚氯乙烯電氣絕緣性影響
作為電纜材料的聚氯乙烯和聚乙烯一樣,應該考慮著色後的電性能。尤其是聚氯乙烯因其本身絕緣性較聚乙烯差,故顏料的影響就更大。說明,選擇無機顏料著色PVC對其電氣絕緣性較有機顏料為好(除爐黑、銳鈦型二氧化鈦外)。
遷移性
遷移性僅發生在增塑PVC製品中,並且是在使用染料或有機顏料時。所謂遷移是在周圍溶劑中存在的部分可溶解的染料或有機顏料,通過增塑劑滲透到PVC製品表面,那些溶解的染(顏)料顆粒也被帶到製品表面上,這樣,導致接解滲色、溶劑滲色或起霜。
另一個問題是“結垢”。指著色劑在著色加工時,因為被著色物的相溶性差或根本不相容而從體系中游離出來,沉積在加工設備的表面(如擠出機的機筒內壁、口模孔內壁)上。
耐候性
指顏料耐各種氣候的能力。其中包括可見光和紫外光、水分、溫度、大氣氯化作用以及製品使用期間所遇到的化學藥劑。最重要的耐候性,包括不褪色性、耐粉化性和物理性能的持久性。而有機顏料則因其結構不同有好有差。此外,在含有白色顏料的配方中,顏料的耐候性會受到較嚴重的影響。
顏料的褪色、變暗或色調變化,一般由顏料的反應基因所致。這些反應性基因,能與大氣中的水分或化學藥劑——酸、鹼發生作用。例如,鎘黃在水分和日光作用下會褪色,立索爾紅具有較好的耐光性,適合於大多數戶內套用,而在含有酸、鹼成分的戶外使用時嚴重褪色。
脫氯化氫的測定方法按JIS-K-6723,測定溫度180℃。以未著色的聚氯乙烯複合物脫氯乙烯的時間為基準,延長或阻緩時間以5%、10%間隔計,負值表示加速分解。
穩定性
聚氯乙烯樹脂的軟化點低,約75-80℃,脆化溫度低於-50~-60℃,大多數製品長期使用溫度不宜超過55℃,特殊配方的可達90℃。若聚氯乙烯樹脂純屬頭-性相接面怕線型結構,內部無支鏈和不飽和鍵,儘管C-Cl鍵能相對較小,聚氯乙烯樹脂的穩定性也應當是比較高的。但即使純度很高的聚氯乙烯樹脂,長期在100℃以上或受紫外線輻射就開始有氯化氫氣體逸出。說明其分子結構中存在尖性基團或不穩定結構。時間越長、降解越多、溫度越高,降解速度越快,在氧或空氣存在下降解速度更快。
電性能
聚氯乙烯屬於極性高聚物,對水等導電物質親和力較大,故電阻較非極性的聚烯烴要小,但仍有較高的體積電陰和擊穿電壓。聚氯乙烯的極性基團直接附著在主鏈上,在玻璃化溫度以下,偶極鏈段受到凍結構的主鏈原子的限制,不能移動,因而並不產生偶極化作用,可作室溫的高頻絕緣材料。作電線絕緣用時、懸浮樹脂的電氣絕緣性比浮液樹脂高10-100倍。降解產生的氯離子的存在會降低電絕緣性。
PVC發展狀況
有著特殊要求的PVC材料,一般都需要從國外進口,在國外比較有名的有美國聯合碳化公司和北歐化工公司,隨著我國各大科研院所和生產單位的不斷研發和技術積累,國內PVC改性材料的配方設計、製造已經達到國際先進水平,湧現了以徐州漢永新材料有限公司等擁有自主智慧財產權的公司,已經完全取代國外進口材料,有不少產品已出口國外。
PVC理化性能
 PVC
PVC 本色為微黃色半透明狀,有光澤。透明度勝於聚乙烯、聚丙烯,差於聚苯乙烯,隨助劑用量不同,分為軟、硬聚氯乙烯,軟製品柔而韌,手感粘,硬製品的硬度高於低密度聚乙烯,而低於聚丙烯,在屈折處會出現白化現象。穩定;不易被酸、鹼腐蝕;對熱比較耐受。
聚氯乙烯具有阻燃(阻燃值為40以上)、耐化學藥品性高(耐濃鹽酸、濃度為90%的硫酸、濃度為60%的硝酸和濃度20%的氫氧化鈉)、機械強度及電絕緣性良好的優點。
聚氯乙烯對光、熱的穩定性較差。軟化點為80℃,於130℃開始分解。在不加熱穩定劑的情況下,聚氯乙烯100℃時即開始分解,130℃以上分解更快。受熱分解出放出氯化氫氣體,(氯化氫氣體是有毒氣體)使其變色,由白色→淺黃色→紅色→褐色→黑色。陽光中的紫外線和氧會使聚氯乙烯發生光氧化分解,因而使聚氯乙烯的柔性下降,最後發脆。從這裡不難理解,為什麼一些PVC塑膠時間久了就會變黃、變脆的原因。
具有穩定的物理化學性質,不溶於水、酒精、汽油,氣體、水汽滲漏性低;在常溫下可耐任何濃度的鹽酸、90%以下的硫酸、50—60%的硝酸和20%以下的燒鹼溶液,具有一定的抗化學腐蝕性;對鹽類相當穩定,但能夠溶解於醚、酮、氯化脂肪烴和芳香烴等有機溶劑。
 HPVC/SBR共混型熱塑性彈性體
HPVC/SBR共混型熱塑性彈性體 工業聚氯乙烯樹脂主要是非晶態結構,但也包含一些結晶區域(約5%),所以聚氯乙烯沒有明顯的熔點,約在80℃左右開始軟化,熱變形溫度( 1.82MPa負荷下)為70-71℃,在加壓下150℃開始流動,並開始緩慢放出氯化氫,致使聚氯乙烯變色(由黃變紅、棕、甚至於黑色)。
工業聚氯乙烯重均相對分子質量在4.8-4.8萬範圍內,相應的數均相對分子質量為2-1.95萬。而絕大多數工業樹脂的重均相對分子質量在10-20萬,數均相對分子質量在4.55-6.4萬。硬質聚氯乙烯(未加增塑劑)具有良好的機械強度、耐候性和耐燃性,可以單獨用做結構材料,套用於化工上製造管道、板材及注塑製品。硬質聚氯乙烯可以用增強材料。
材料性質
 給水用硬聚氯乙烯
給水用硬聚氯乙烯 密度 1380 kg/m3
楊氏彈性模量(E) 2900-3400 MPa
拉伸強度(σt) 50-80 MPa
Elongation @ break 20-40%
Notch test 2-5 kJ/m2
玻璃轉變溫度 87℃
熔點212℃
Vicat B1 85℃
導熱率(λ) 0.16 W/m.K
熱膨脹係數(α) 8 10-5 /K
熱容(c) 0.9 kJ/(kg·K)
吸水率(ASTM) 0.04-0.4
折射率硬質成型品 1.52~1.55
Price 0.5-1.25 €/kg
聚氯乙烯的最大特點是阻燃,因此被廣泛用於防火套用。但是聚氯乙烯在燃燒過程中會釋放出氯化氫和其他有毒氣體,例如二惡英。
聚氯乙烯的燃燒分為兩步。先在240℃-340℃燃燒分解出氯化氫氣體和含有雙鍵的二烯烴,然後在400-470℃發生碳的燃燒。
它是世界上產量最大的塑膠產品之一,價格便宜,套用廣泛,聚氯乙烯樹脂為白色或淺黃色粉末。根據不同的用途可以加入不同的添加劑,聚氯乙烯塑膠可呈現不同的物理性能和力學性能。在聚氯乙烯樹脂中加入適量的增塑劑,可製成多種硬質、軟質和透明製品。
純的聚氯乙烯的密度為1.4g/cm3,加入了 增塑劑和填料等的聚氯乙烯塑件的密度一般為1.15-2.00g/cm3。
硬質聚氯乙烯有較好的抗拉、抗彎、抗壓和抗衝擊能力,可單獨用做結構材料。
軟質聚氯乙烯的柔軟性、斷裂伸長率、耐寒性會增加,但脆性、硬度、拉伸強度會降低。
聚氯乙烯有較好的電氣絕緣性能,可作低頻絕緣材料,其化學穩定性也好。由於聚氯乙烯的熱穩定性較差,長時間加熱會導致分解,放出HCL氣體,使聚氯乙烯變色,所以其套用範圍較窄,使用溫度一般在-15~55℃之間。
PVC的硬度值Pa(帕)和邵氏(shore)硬度的換算如下:
| Pa(帕) | Shore邵氏硬度(肖氏硬度) |
| 45 | 89±2,87~91A |
| 50 | 86±2,84~88A |
| 55 | 83±2,81~85A |
| 60 | 80±2,78~82A |
| 65 | 78±2,76~80A |
| 70 | 75±2,73~77A |
| 75 | 72±2,70~74A |
| 80 | 69±2,67~71A |
| PVC硬度對照表 | |||
| 帕氏硬度 | 厚度 | 邵氏硬度測試值 | 平均硬度值 |
| 30P | 6mm | 93-96 ° | 94.5 ° |
| 35P | 6mm | 87-93 ° | 90 ° |
| 38P | 6mm | 89-90 ° | 89.5 ° |
| 40P | 6mm | 88-90 ° | 89 ° |
| 45P | 6mm | 84-90 ° | 85 ° |
| 50P | 6mm | 82-83 ° | 82.5 ° |
| 55P | 6mm | 70-80 ° | 79 ° |
| 60P | 6mm | 74-76 ° | 75 ° |
| 65P | 6mm | 73-75 ° | 74 ° |
| 70P | 6mm | 72-74 ° | 73 ° |
| 75P | 6mm | 70-70.5 ° | 70 ° |
| 80P | 6mm | 67-68 ° | 67.5 ° |
| 85P | 6mm | 64-66 ° | 65 ° |
| 90P | 6mm | 63-64 ° | 63.5 ° |
| 95P | 6mm | 58-60 ° | 59 ° |
| 100P | 6mm | 57-59 ° | 58 ° |
| 110P | 6mm | 54-56 ° | 55 ° |
| 另一個硬度對比表 | |
| Pa | 邵氏硬度 |
| 30 | 95±2 |
| 45 | 90±2 |
| 50 | 88±2 |
| 60 | 84±2 |
| 70 | 80±2 |
| 80 | 76±2 |
| 90 | 72±2 |
| 95 | 68±2 |
| 105 | 64±2 |
| 註:邵氏硬度值為15秒讀數 | |
成型條件
硬質pvc
料管溫度:160-190℃
模具溫度:40-60℃
乾燥溫度:80℃x2h
射膠壓力:700-1500kg/c㎡
密度:1.4g/c㎡
成型收縮度:0.1-0.5%
肉厚:2.0-50.mm
吸水率(24H):0.1-0.4%
融度軟化點:89℃
熱變形溫度:70℃
軟質pvc
料管溫度:140-170℃
模具溫度:40-60℃
乾燥溫度:80℃x2h
射膠壓力:600-1500kg/c㎡
密度:1.4g/c㎡
成型收縮度:0.1-0.5%
肉厚:2.0-50.mm
吸水率(24H):0.1-0.4%
融度軟化點:85℃
熱變形溫度:55℃
材料加工
聚氯乙烯塑膠形態各各異,差別很大,加工方法也多種多樣,可壓制、擠出、注射、塗層等。聚氯乙烯樹脂的顆粒大小、魚眼、松密度、純度、外來雜質、孔隙率對加工性有都有影響;糊樹脂則應考慮糊料的粘度和膠化性能。
聚氯乙烯為無定形高聚物,收縮率小。粉料加工前宜預熱以排除水分,增強塑化效果,防止氣泡。而且PVC極易分解,特別是在高溫下與鋼、銅接觸更易分解(分解溫度200度)。成型溫度範圍小,必須嚴格控制料溫。使用螺桿式注射機及直通噴嘴時,孔徑宜大,以防死角滯料。 模具澆注系統應粗大,澆口截面宜大,模具應冷卻,模溫30-60度,料溫160-190。
在玻璃化溫度(Tg,80℃)以下,聚氯乙烯為玻璃態;在Tg→粘流溫度( Tf,約160℃)呈高彈性橡膠狀,有可塑性;在 Tf→熱分解溫度( Td)為粘流態,溫度越高,流動越容易。當溫度超過Td,PVC分解出大量的氯化氫(HCl),材料喪失了化學穩定性和物理性能,因此 Td是加工成型的上限溫度。由於聚乙烯分子間作用力大,Tf很高,甚至接近分解溫度,因此需要加入增塑劑以降低Tf。另一方面也需要加入穩定劑,從而提高PVC的Td,才能進行加工成型。
玻璃化溫度(Tg)只與分子鏈鏈段結構有關,與分子量關係不大,而粘流溫度(Tf)是大分子開始運動的溫度,與分子量大小有關,分子量越大,Tf越高。因此對某些加工成型(如注射成型)來說,有必要適當降低樹脂的分子量。根據分子量的大小不同,國產懸浮聚氯乙烯樹脂分為1-7級,序號越大,分子量越小。XJ-4(XS-4)至XJ-7(XS-7)型樹脂常用於製造硬管、硬板等,其它型號較低,分子量較大的樹脂,因Tf較高,需加入大量增塑劑使Tf降低,故常用於製造軟製品。平均聚合度在1000以下的聚氯乙烯稱作低聚合度聚氯乙烯,具有較好的加工性能,在加工過程中可少加增塑劑,這樣不會由於增塑劑的遷移而使製品加速老化。低聚合度聚氯乙烯製品具有較好的透明度,廣泛地套用於建築材料、食品及藥物包裝材料以及代替有機玻璃製品。
聚氯乙烯熔體屬非牛頓型的假性流體,剪下速度越大,表觀粘度越小,且變化相當靈敏。升高溫度,粘度降低不多,即使塑膠在分解溫度以下,但因長時間處於較高溫度,也會起熱及氧化降解現象,而影響其性能。所以改善聚氯乙烯熔體的流動性應主要考慮增大剪下速率(增大壓力)。實際上,加大外作用力有助於大分子的運動,使Tf有所降低,大分子能在較低的溫度下流動。
主要用途
1. 聚氯乙烯異型材
型材、異型材是我國PVC消費量最大的領域,約占PVC總消費量的25%左右,主要用於製作 門窗和節能材料,其套用量在全國範圍內仍有較大幅度增長。在已開發國家,塑膠門窗的市場占有率也是高居首位,如德國為50%,法國為56%,美國為45%。
2.聚氯乙烯管材
在眾多的聚氯乙烯製品中,聚氯乙烯管道是其第二大消費領域,約占其消費量的20%。在我國,聚氯乙烯管較 PE管和 PP管開發早,品種多,性能優良,使用範圍廣,在市場上占有重要位置。
3.聚氯乙烯膜
PVC膜領域對PVC的消費位居第三,約占10%左右。PVC與添加劑混合、塑化後,利用三輥或四輥壓延機製成規定厚度的透明或著色薄膜,用這種方法加工薄膜,成為壓延薄膜。也可以通過剪裁,熱合加工包裝袋、雨衣、桌布、窗簾、充氣玩具等。寬幅的透明薄膜可以供 溫室、 塑膠大棚及地膜之用。經雙向拉伸的薄膜,所受熱收縮的特性,可用於收縮包裝。
4.PVC硬材和板材
PVC中加入穩定劑、潤滑劑和填料,經混煉後,用擠出機可擠出各種口徑的硬管、異型管、波紋管,用作下水管、飲水管、電線套管或樓梯扶手。將壓延好的薄片重疊熱壓,可製成各種厚度的硬質板材。板材可以切割成所需的形狀,然後利用PVC焊條用熱空氣焊接成各種耐化學腐蝕的貯槽、風道及容器等。
5.PVC一般軟質品
利用擠出機可以擠成軟管、電纜、電線等;利用注射成型機配合各種模具,可製成塑膠涼鞋、鞋底、拖鞋、玩具、汽車配件等。
6.聚氯乙烯包裝材料
聚氯乙烯製品用於包裝主要為各種容器、薄膜及硬片。PVC容器主要生產礦泉水、飲料、化妝品瓶,也有用於精製油的包裝。PVC膜可用於與其它聚合物一起共擠出生產成本低的層壓製品,以及具有良好阻隔性的透明製品。聚氯乙烯膜也可用於拉伸或熱收縮包裝,用於包裝床墊、布匹、玩具和工業商品。
7.聚氯乙烯護牆板和地板
聚氯乙烯護牆板主要用於取代鋁製護牆板。聚氯乙烯地板磚中除一部分聚氯乙烯樹脂外,其餘組分是回收料、粘合劑、填料及其它組分,主要套用在機場候機樓地面和其它場所的堅硬地面。
8.聚氯乙烯日用消費品
行李包是聚氯乙烯加工製作而成的傳統產品,聚氯乙烯被用來製作各種仿皮革,用於行李包,運動製品,如籃球、足球和橄欖球等。還可用於製作制服和專用保護設備的皮帶。服裝用聚氯乙烯織物一般是吸附性織物(不需塗布),如雨披、嬰兒褲、仿皮夾克和各種雨靴。聚氯乙烯用於許多體育娛樂品,如玩具、唱片和體育運動用品,聚氯乙烯玩具和體育用品增長幅度大,由於其生產成本低、易於成型而占有優勢。
9.PVC塗層製品
有襯底的 人造革是將PVC糊塗敷於布上或紙上,然後在100℃以上塑化而成。也可以先將PVC與助劑壓延成薄膜,再與襯底壓合而成。無襯底的人造革則是直接由 壓延機壓延成一定厚度的軟制薄片,再壓上花紋即可。人造革可以用來製作皮箱、 皮包、書的封面、沙發及汽車的坐墊等,還有 地板革,用作建築物的鋪地材料。
10.PVC泡沫製品
軟質PVC混煉時,加入適量的 發泡劑做成片材,經發泡成型為 泡沫塑膠,可作泡沫拖鞋、涼鞋、鞋墊、及防震緩衝包裝材料。也可用擠出機基礎成低 發泡硬PVC板材和異型材,可替代木材使用,是一種新型的建築材料。
11.PVC透明片材
PVC中加衝擊改性劑和 有機錫穩定劑,經混合、 塑化、壓延而成為透明的片材。利用熱成型可以做成薄壁透明容器或用於真空 吸塑包裝,是優良的包裝材料和裝飾材料。
12.其他
門窗有硬質異型材料組裝而成。在有些國家已與 木門窗鋁窗等共同占據門窗的市場;仿木材料、代鋼建材(北方、海邊);中空容器。
虛電路是 分組交換網路提供的服務之一(另一種是數據報服務),簡單地說,就是通過網路內部的控制機制,在用戶主機之間建立虛擬的邏輯連線,並且保證在其上傳送信包的正確性和順序性,通信前後要進行虛電路的建立和拆除。永久虛電路是一種在網路初始化時建立的虛電路,並且該虛電路一直保持。X.25網路和 B-ISDN都提供PVC服務。PVC膠袋一般是禁用的。
新型材料研究
當前我國改性塑膠年總需求約為500萬噸左右,約占全部塑膠總消費的10%左右,其比例遠遠低於世界的平均水平。我國人均塑膠消費量與世界已開發國家相比還存在很大的差距。要想實現我國改性塑膠行業的快穩發展,創新技術是未來發展的關鍵點。
化工行業分析師認為,我國改性塑膠行業目前的總體發展水平不是很高,行業內企業的生產規模普遍較小,產品市場出的初級產品多,中級產品質量不夠穩定,高級產品缺乏的特點,遠不能滿足我國當前社會經濟發展的需要。作為化工新材料領域中的一個重要組成部分,改性塑膠已被國家列為重點發展的科技領域之一。自我國各項政策陸續推出將進一步推動改性塑膠行業發展。汽車和家電行業是改性塑膠發展的熱點,兩者占比約超過50%。
塑膠在汽車工業中的套用已經有50多年的歷史。隨著汽車向輕量、節能方向的發展,給材料提出了更高的要求。由於1kg塑膠可以替代2-3kg鋼等更重的材料,而汽車自重每下降10%,油耗可以降低6%-8%。所以增加改性塑膠在汽車中的用量可以降低整車成本、重量,並達到節能效果。乘用車和商用車的不同塑膠用量也有所不同。去年改性PP、PC合金及改性ABS的需求分別約為114.63、15.13和14.97萬噸。我國家電用改性塑膠市場主要被國外企業所占據,國內改性塑膠企業占有不到1/3的市場份額。由於國內企業的產品大多局限於低技術含量、低標準的層面,因此對那些具有高性能需求的領域開拓能力明顯不足。
據《2009-2012年中國改性塑膠行業市場分析及投資價值研究報告》顯示,隨著人民生活水平的大幅提升和技術手段的改進,國內“以塑代鋼”、“以塑代木”將成為一種趨勢。改性塑膠行業作為塑膠加工行業類中發展最快而且發展很具潛力的一個子類行業,預計在未來5年,我國總的市場需求量仍將保持10%以上的增長率。
PVC以塑代鋼材料
通過對PVC改性技術的研究,用國外先進的內增塑工藝和添加劑配方,從而保證了PVC塑鋼的機械、電氣性能,提高了阻燃性能,使該產品具有強度高、耐腐蝕、難燃、絕緣性能良好及質輕、施工方便等優點.在電氣配線系統中完全可以取代鋼管。
PVC以塑代木材料
PVC木塑複合材料是以廢棄木纖維及塑膠主要原料,輔以適當的加工助劑,經熱壓製備工藝製備而成一種新型複合材料。其產品充分體現了可再生資源與石油產品的循環利用理念,對於緩解當前木材與石油資源緊缺、環境污染嚴重等問題,具有十分重要的意義。
以PVC為主要原料的家居建材產品已經成為我國塑膠行業的第二大支柱,年均增速超過15%。未來10年,全國預計新增房屋建築面積300億平方米,如果這些建築在現有基礎上實現50%的節能,那么市場對節能建材的需求可達數萬億元,這為室內節能裝飾材料的發展 了巨大空間。長期以來,建材行業一直以高耗能、高污染的形象出現。為了適應低碳經濟的要求,家居建材企業經過多年研發,研製出一批以塑代木的PVC高仿真建材,成為低碳和實用完美結合的 家居產品。
業內專家指出,以塑代木的PVC建材,其不僅節約成本,而且可回收循環再造,符合環境可持續發展和循環經濟的大趨勢。
14.合成材料
聚氯乙烯(polyvinyl chloride),簡稱PVC,為 熱塑性樹脂。 聚氯乙烯期貨也就是以聚氯乙烯作為標的物的期貨品種。
塑膠: 聚乙烯; 聚氯乙烯; 聚苯乙烯; 聚乙烯醇; 聚丙烯; 聚丙烯酸; 聚丁烯; 聚異丁烯; 聚碸; 聚甲醛; 聚醯胺; 聚碳酸酯; 聚乳酸; 聚四氟乙烯; 聚對苯二甲酸乙二酯; 環氧樹脂; 酚醛樹脂; 聚氨酯
合成橡膠: 順丁橡膠; 丁苯橡膠; 丁腈橡膠; 氯丁橡膠
合成纖維: 丙綸; 滌綸; 錦綸; 腈綸; 氨綸; 維尼綸; 耐綸;達克綸;克夫綸
鑑別方法
PVC常規鑑別方法一般歸納為如下三類,即:
(1) 燃燒法鑑別:
軟化或熔融溫度範圍:75~90°C;
燃燒情況:點燃後自熄;
燃燒火焰狀態:上黃下綠有煙;離火後情況:離火熄滅;氣味:刺激性酸味。
這種方法是最簡便和直接的,一般作為首選。
(2) 溶劑處理鑑別:
溶劑: 四氫呋喃, 環己酮, 甲酮, 二甲基甲醯胺;
非溶劑:甲醇, 丙酮, 庚烷。
通過將疑似PVC塑膠加入以上溶劑中,觀察塑膠的溶解情況來判斷是否為PVC。溶劑加熱後,溶解效果會更明顯。
(3) 比重法:
PVC的比重為1.35~1.45,一般是1.38左右。可以通過比重差別或測定比重的方法,區分聚氯乙烯和其它塑膠。但是由於PVC可以通過添加增塑劑、改性劑以及填料,使PVC變得比重差異很大,軟硬差異很大,同時也會由於一些成分的加入,使PVC塑膠的很多性能發生改變,致使我們常用的鑑別方法效果不明顯,甚至現象發生改變,無法作出準確判斷。比如:密度方面,增塑聚氯乙烯(大約含有40%增塑劑)時為1.19~1.35;而PVC硬製品卻提高到1.38~1.50。如果是高填充PVC製品,密度有時會超過2。
另外,還可通過測定材料中是否含有氯來判定,但因為氯乙烯共聚物、氯丁橡膠、聚偏氯乙烯、氯化聚氯乙烯等都含有較高比例的氯,還要通過吡啶顯色反應來鑑別。注意,試驗前,試料必須經乙醚萃取,以除去增塑劑,試驗方法:將經乙醚苯取過的試樣溶於四氫呋喃,濾去不溶成分,加入甲醇使之沉澱,萃取後在前75度以下乾燥。將乾燥過的少量試樣用不著1ml吡啶與之反應,過幾分鐘後,加入2到場滴5%氫氧化鈉的甲醇溶液(1g氫氧化鈉溶解於是20ml甲醇中),立即觀察一下顏色,5min和1h後再分別觀察一次。根據顏色即可鑑別不同的含氯塑膠。
日常生活中,接觸較多的需要分辨的是PVC和PE塑膠膜(袋),簡易方法:
⑴觸摸法
用手摸起來有潤滑感,表面像塗了一層蠟(化學稱為蠟感),這是無毒的聚乙烯膜袋,而聚氯乙烯薄膜則摸起來有些發粘。
⑵抖動法
用手抖動,聲音發脆,質輕易漂浮的是聚乙烯薄膜袋。而用手抖動聲音低沉的則為聚氯乙烯薄膜袋。
⑶燃燒法
遇火易燃,火焰呈黃色,燃燒時有石蠟狀油滴落,並有蠟燭燃燒時的氣體,是無毒的聚乙烯薄膜袋。若不易燃燒,離火即熄滅,火焰呈綠色,為聚氯乙烯薄膜袋。
⑷浸水法
將塑膠袋浸入水中,用手按壓入水後,能浮出水面的為聚乙烯,沉入水底的為聚氯乙烯(聚乙烯的密度小於水,聚氯乙烯的密度大於水;常溫時分別約為0.92g/cm3和1.4g/cm3)。
也可取銅絲一根,在火中燒成紅色,然後,將銅絲與試驗用塑膠薄膜接觸,產生化學變化,再把蘸有該塑膠成分的銅絲重新放回火焰中。這時需仔細觀察,如果出現色彩斑斕、耀眼的綠色火焰,則說明這種塑膠材料中含有氯元素,屬於聚氯乙烯類材料。
主要危害
聚氯乙烯也是經常使用的一種塑膠,它是由聚氯乙烯樹脂、增塑劑和 防老劑組成的樹脂,本身並無毒性。但所添加的增塑劑、防老劑等主要輔料有毒性,日用 聚氯乙烯塑膠中的增塑劑,主要使用對苯二甲酸 二丁酯、 鄰苯二甲酸二辛酯等,這些 化學品都有毒性,聚氯乙烯的防老劑 硬脂酸鉛鹽也是有毒的。含鉛鹽防老劑的聚氯乙烯(PVC)製品和乙醇、乙醚及其他溶劑接觸會析出鉛。含鉛鹽的聚氯乙烯用作食品包裝與油條、炸糕、炸魚、熟肉類製品、蛋糕點心類食品相遇,就會使鉛分子擴散到 油脂中去,所以不能使用聚氯乙烯 塑膠袋盛裝食品,尤其不能盛裝含油類的食品。另外,聚氯乙烯 塑膠製品在較高溫度下,如50℃左右就會慢慢地分解出氯化氫氣體,這種氣體對人體有害,因此聚氯乙烯製品不宜作為食品的包裝物。
由於一次性醫療器械產品大多採用醫用級聚氯乙烯(PVC)或 聚碳酸酯(PC),而PVC加工過程中的熱分解物對鋼材有較強的腐蝕性,PC則 硬度高,粘性大,因而對塑化部分的零部件材質要求必須是能抗腐蝕、抗磨損而且有較高的拋光性能。大多數醫用 注塑機採用機筒螺桿鍍硬鉻的辦法或者採用不鏽鋼為材料製作機簡螺桿以達到上述特殊要求。另外,為了防止 PVC加工過程中熱分解產生氣體,要求對動定模板 表面進行鍍鋁處理,而且對外圍板金也進行鍍鋁處理或者採用不鏽鋼板製作板金,板金拼縫採用 無毒矽膠進行密封,以防 塑膠加工過程中產生的氣體跑到外面(塑膠加工過程中產生的氣體可通過專用設備進行集中收集再經過淨化處理方可排入大氣中)。
PVC是二惡英的主要來源。二惡英(TCDD),二氧(雜)芑家族中最致命的物質,是一種眾所周知的致癌物質和荷爾蒙分解者及一種有毒的化合物,對人和動物有著很大的危害。當PVC生產、回收和在焚燒爐中毀棄時,或者PVC的產品在意外燃燒時如垃圾掩埋時,就會產生二惡英。
中國PVC市場的發展
近年來,中國聚氯乙烯(PVC)發展速度驚人,新建、擴建項目紛紛上馬,產能迅速擴大,產量大幅提高。1997-2006年,中國PVC產能、產量年均增長率分別高達22.2%和20.0%。
2006年全國聚氯乙烯樹酯累計產量為8,238,583.86噸;2007年全國聚氯乙烯樹酯累計產量達到9,716,783.63噸;2008年1-5月全國聚氯乙烯樹酯累計產量為4,028,666.03噸。
2008-2012年,全球聚氯乙烯(PVC)的市場需求有望以年均4%的速度快速增長,尤其是一些開發中國家,市場需求將呈現迅猛增長的態勢。中國聚氯乙烯樹脂需求也將保持快速增長,特別是在建材方面,近年來正處於高速增長期。隨著中國市場國際化的步伐加大,聚氯乙烯樹脂包裝材料和管材在水泥、化肥、糧食、食品、飲料、藥品、洗滌劑、化妝品等領域都將有廣闊的發展空間,其需求量相應大幅度增長;另外,汽車、通訊、交通等領域對聚氯乙烯樹脂的需求也呈高速增長,中國聚氯乙烯樹脂工業仍有較大的發展空間。
