澆口套
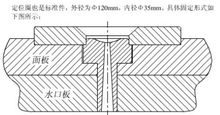
 螺栓固定型澆口套及配件
螺栓固定型澆口套及配件澆口套按照外觀的不同可以分為:A型、B型、C型、D型、E型等,常用的是A、B、C三種型號。A型澆口套具有特殊的螺栓固定接口,通過螺栓進行固定,可防止注塑壓力過大導致澆口套脫落。
目前唧嘴的製造標準:JIS泛用型即MISUMI、HASCO、DME、GB等
製造材料
 澆口套
澆口套1.SKD61熱作模具鋼,可以製造出高端的非常耐用的澆口套,硬度可以達到48~52HRC。使用SKD61製作的澆口套具有耐高溫耐用,成型的產品質量優異的特點。高效型澆口套
2.SUJ2軸承鋼,為中端澆口套之常用製造材料,熱處理硬度在±HRC52左右。
3.S45C,低端模具所採用的材料,高溫後需噴灑防鏽油等防鏽處理,以防止生鏽。
4.HPM1等
熱作模具鋼製造的唧嘴具有耐熱耐磨耐用的特性;為了防止塑膠材料的泄露,進料口一般設計成R角度弧形流水型過渡。
澆口對製件的影響及位置的選擇
澆口位置的要求
 澆口套
澆口套1.外觀要求 (澆口痕跡, 熔接線)
2.產品功能要求
3.模具加工要求
4.產品的翹曲變形
5.澆口容不容易去除
對生產和功能的影響
 澆口套
澆口套1.流(Flow Length)決定射出壓力,鎖模力,以及產品填不填的滿
流長縮短可降低射出壓力及鎖模力
2.澆口位置會影響保壓壓力
保壓壓力大小
保壓壓力否平衡
將澆口遠離產品未來受力位置(如軸承處)以避免殘留應力
澆口位置必須考慮排氣,以避免積風發生不要將澆口放在產品較弱處或嵌入處,以避免偏位(Core Shaft)
選擇澆口位置的技巧
 澆口套
澆口套1.將澆口放置於產品最厚處,從最厚處進澆可提供較佳的充填及保壓效果。
如果保壓不足,較薄的區域會比較厚的區域更快凝固
避免將澆口放在厚度突然變化處,以避免遲滯現象或是短射的發生
2.可能的話,從產品中央進澆
將澆口放置於產品中央可提供等長的流長
流長的大小會影響所需的射出壓力
中央進澆使得各個方向的保壓壓力均勻,可避免不均勻的體積收縮
3 澆口(Gate)
澆口是一條橫切面面積細小的短槽,用以連線流道與模穴.橫切面面積所以要小,目的是要獲得
以下效果:
1.模穴注不久, 澆口即冷結.
2.除水口簡易.
3.除水口完畢,僅留下少許痕跡
4.使多個模穴的填料較易控制.
5.減少填料過多現象.
1.3.1 設計澆口的方法並無硬性規定,大都是根據經驗而行,但有兩個基本要素須加以折衷考慮:
1. 澆口的橫切面面積愈大愈好,而槽道之長度則愈短愈佳,以減少塑膠通過時的壓力損失.
2. 澆口須細窄,以便容易冷結及防止過量塑膠倒流.故此澆口在流道中央,而它的橫切面
應儘可能成圓形.不過, 澆口的開關通常是由模件的開關來決定的.
1.3.2澆口尺寸
澆口的尺寸可由橫切面積和澆口長度定出,下列因素可決定澆口最佳尺寸:
1.膠料流動特性
2.模件之厚薄
3.注入模腔的膠料量
4.熔解溫度
5.工模溫度
1.3.3 決定澆口位置時,應緊守下列原則 :
1.注入模穴各部份的膠料應儘量平均.
2.注入工模的膠料,在注料過程的各階段,都應保持統一而穩定的流動前線.
3.應考慮可能出現焊痕,氣泡,凹穴,虛位,射膠不足及噴膠等情況.
製造材料SKD61模具鋼簡介
SKD61 是一種日本牌號的熱作模具鋼,對應我國的牌號(GB/T 1299-2000)是4Cr5MoSi V1,是套用最廣的熱作模具鋼,SKD61對應美國標準是H13,韓國是STD61
SKD61模具鋼是一種含矽、鉻、鉬、釩的中等合金熱作模具鋼經淬火、回火處理後得到組織細、晶粒適中的馬氏體組織,基本上分布著細小的炭化物,具有良好的綜合力學性能,而且淬透性能好,比較適合製造尺寸大、形狀複雜的模具。
SKD61模具鋼特性
1、高溫強度和韌性好,耐磨性較佳,易切削;
2、SKD61是一種有很好強度、韌性及耐熱平衡性的熱模具鋼,近年來隨著各向同性產品的開發而日益向高韌性等方面發展,它可以使模具壽命更長,性能更穩定,且易於加工,熱處理變形小。
SKD61模具鋼用途
SKD61在鋁、鋅壓鑄用模具材料方面,套用最為廣泛,此鋼含有鎢成分之耐高溫高級合金鋼,適用於熱作,鋁、鎂、鋅、銅合金壓鑄模,切槽刀,剪刀及熱鍛動作,塑膠型模,熱作鉸刀,軋刀,一般熱作鍛模,熱螺栓模,熱間各種工具等。
