
結構組成
 滾翻式艙口蓋結構
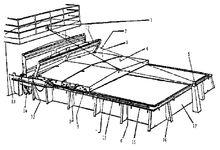
滾翻式艙口蓋結構滾翻式艙口蓋由蓋板、水密裝置、滾輪裝置、導向曳行裝置和壓緊裝置5部分組成。各蓋板之間用鏈條連線,每一塊蓋板上都有一對行走滾輪(偏心輪),可沿艙口圍板兩邊的面板行走,還有一個平衡輪,它不設定在板寬的中點處。當蓋板進人艙口端的收藏坡道時,在重力作用下蓋板便翻轉成直立狀態而存放,艙口較長時可將全部蓋板分成兩半。
開關操作
開啟操作
1.將壓緊裝置(艙蓋上的壓緊楔和艙口周圍的壓緊器)打開。
2.操縱兩側液壓千斤頂將艙蓋頂起,使滾輪頂板與軌道齊平,或用撬槓頂起將滾輪中心轉到上方。
3.將曳艙蓋鋼絲繩穿過導向滑車後纏繞在起貨機的捲筒上或掛在起貨鉤上。
4.在水手長或值班駕駛員的指揮下,操縱起貨機絞收曳艙蓋鋼絲繩,曳動首端蓋板及拉動其他蓋板向後移動,使蓋板全部滾至導板上,最後直立在艙口一端的艙蓋收藏處。
5.扣住艙蓋制動索,整理好索具。
關閉操作
1.啟動油泵,空載運行5~10 min,使油溫升高到正常工作溫度。
2.解脫艙蓋制動鏈。
3.拔出制動銷,扳動控制箱內的換向控制閥右移,將導軌升起。將換向閥回到中間位置。
4.按動控制箱中“開啟”按鈕,開動驅動機關閉艙蓋。
5.將導軌放下,將各壓緊器壓緊。
6.當艙內裝壓載水或礦、油多用船艙內裝油時,應使用螺旋壓緊裝置。
7.關艙完畢後關閉油泵停車後,應扳動手動旁通閥使管路釋壓。
優缺點
優點:結構簡單、造價低廉、便於維修,尺度、布置和用途上限制較少。
缺點:所需存放的空間較大,作業所需的時間較長,勞動強度大。
維修
滾動型艙蓋結構簡單。連線解體方便,矯正容易,艙蓋數量大,一般採取下船修理。
開關試驗
當艙蓋裝焊結束,密性試驗前,應進行艙蓋開關試驗。開關試驗應先保證艙口圍的修理質量。艙蓋應開關正常,無異常聲響,各部件工作良好。開關過程中,偏心輪經調節,能自由下落到位,左右拉鏈鬆緊適當。偏心輪、滾輪、導軌、導板工作正常。艙蓋開關試驗時,調整壓緊扁鋼、調整艙口圍、調整拉鏈甚至將老舊艙蓋接長、艙口圍開刀來進行安裝到位。
吊裝艙蓋時應順利吊裝到位,吊緊螺絲等各種附屬檔案工作良好。應使壓緊扁鋼和膠條中心對正,使艙蓋前後承壓條和膠條對正,以使艙蓋四周和前後水密。並使膠條壓到正常值(約膠條的1/3)。
密性試驗
艙蓋密性試驗時,先將吊緊螺絲吊緊,檢查有無漏洞,發現漏洞應先焊補。 艙蓋最後應進行水密試驗,噴嘴沖水水壓應不小於0.1MPa(10m水柱高),噴嘴直徑不小於16mm,噴嘴和艙蓋距離不大於3m,沖水試驗應無滲水發生。沖水試驗時貨艙蓋周邊、橫向連線處,及各焊縫處,不應有滲水發生。否則壓緊扁鋼進行調整或補焊。
注意事項
開關
1.操作者要聽從指揮,集中精力。
2.艙口兩側的壓緊器拆下後,必須放置在一定位置,以免阻礙滾輪,開艙前必須仔細檢查,軌道上不能有障礙物。
3.開關艙前,必須檢查蓋板頂部壓緊楔,並使其全部處於拆開位置,用鐵銷插牢,操作中插銷不能使自動脫出。如在操作中發現有插銷脫出,操作人員不得上艙蓋調整,應將艙蓋板平置於艙口後再上去調整,並用鐵銷插牢。
4.操縱起貨機要緩、穩,要特別注意首部蓋板,曳行速度要慢。如操作不當,往往首部蓋板易脫軌而影響開關艙進行。
5.蓋板之間相連的鐵鏈應保持兩面對稱,否則因兩側拉力不對稱,會使艙蓋板脫軌。
6.船舶縱傾時,關艙要注意防止蓋板向下傾方向自由滑動。
7.如船舶橫傾較大,要特別注意防止艙蓋板脫軌。必要時套用壓載水調整後再進行開關艙操作。
8.開艙後,必須用固定鉤或鏈條將蓋板固定,防止滑脫。
9.開關艙操作中如發生蓋板脫軌,可利用吊桿或機械差動絞轆,將蓋搬吊起調整好位置,重放在艙口上,移正後便可繼續操作。
10.在開關艙時,所有操作人員要注意安全操作,防止發生事故。
修理
1.艙蓋如有原吊耳,應檢查吊耳的大小和腐蝕程度,新安吊耳應考慮艙蓋的重量、艙蓋的重心、吊耳的大小和類型。應保證吊耳的焊接質量。
2.艙蓋在甲板上修理時,應注意所在艙室的情況,尤其是將支撐與甲板連線時。密閉雙層艙蓋一定要在動火前通風測焊,測焊必須合格。
3.應遵守吊運操作規程。吊運時,應有專職吊運指揮人員。起吊時,先吊運到一定高度,無特殊情況時,再正式起吊。
