
滲鉻
滲鉻是將模具置於滲鉻介質中,在高溫下通過表面吸收以及Cr、Fe、C相互擴散,在模具表面形成一層高Cr的化合物層,即滲鉻層。滲鉻層可提高模具表面抗蝕、抗氧化、抗磨損等性能。模具滲鉻後表面呈銀灰色、無麻點、不粘結,可保持原有的光潔度和表面質量。一些模具經滲鉻後可顯著提高模具壽命,如上海無線電六廠9CrWMn鋼殼引伸模,原來壽命為100次或1000次,就產生拉毛磨損現象,後經滲鉻處理,使用壽命延長到10萬次。
 滲鉻
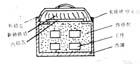
滲鉻滲鉻方法有粉末法、鹽浴法、真空蒸發法、氣體法等。粉末滲鉻是把模具埋在滲鉻劑內,其裝箱方法見圖8-50,加熱到1050~1100℃,保溫5~10小時,然後隨爐冷至600℃,出爐空冷。粉末滲鉻劑一般都是自行配製,目前常用的配方為:50%鉻粉、2%氯化銨、48%氧化鋁,經1100℃熔燒。滲鉻罐用不鏽鋼或耐熱鋼製成。模具裝箱後,先蓋上內層箱蓋,經300℃烘烤40~60分鐘,使NH4Cl部分分解,排除滲罐內殘留空氣,然後立即用水玻璃耐火泥封在內層箱蓋,並在80℃以下烘乾,內外層間用鑄鐵屑填滿,以減少和防止滲劑和試樣氧化,再以耐火泥封好外層箱蓋。粉末滲鉻劑重複使用時,需外加20%NH4Cl與5~15%新劑料。滲鉻層厚度為0.02~0.04毫米,表面硬度HV1300~1500。粉末滲鉻用的供鉻源除鉻粉外,還可用高碳鉻鐵,先把鉻鐵在800~1100℃加熱生成Cr2O3與Fe2O3且控制C:02=1:1.1~1.3(克分子),使工件脫碳,加速滲鉻。催滲劑除NH4Cl外,還可採用NH4F、NH4Br、KHF2、NaF等。
鹽浴滲鉻是在鹽浴(BaCl270~80%,NaCl20~30%)中加CrCl210~20%,CrCl2可通過CrCl3與NH4Cl加熱至830℃蒸發得到。武漢材料保護研究所前幾年研製一種硼砂熔鹽滲鉻劑,它是以二氧化鉻為供鉻劑、鋁或矽鈣稀土等為還原劑加人硼砂熔鹽中,經1000~1050℃加熱6~8小時,可獲得15~18微米的滲鉻層。
在融熔硼砂中加入Cr,形成下列反應:
2/3B2O3+4/3Cr→4/3B+2/3Cr2O3+△G
在1000℃下反應,自由能變化△G為正值,因此不會生成硼化合物,而在鋼的表面形成Cr的碳化物層.即滲Cr層。
無論是粉末法或鹽浴、熔鹽法滲鉻,處理溫度都較高,達1000~1150℃,因此模具在滲鉻後需進行正火或淬、回火,以改善其心部組織性能。近年來還出現各種快速滲鉻的研究,例如真空中滲鉻;膏劑高頻加熱滲鉻;在活性粉末混合物中快速滲鉻等。
