
簡介
砂管是形成磨料射流的關鍵。長期以來高壓磨料射流砂管一直困擾著我國的水射流界,
迄今為止切割用砂管及前混合磨料射流噴咀的使用壽命仍未達到滿意的程度。
結構
 水刀砂管
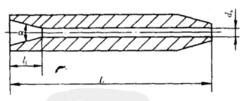
水刀砂管砂管的結構十分簡單,基本上由兩段構成,即錐狀人口和柱狀出口,因不同用途其尺寸略有差別,如圖所示。
材料
砂管由於受到高速磨料粒子的沖刷,其選材十分重要。一-般來講,砂管材質必須具有高硬度、高耐磨性,兩者缺一不可。一般為複合碳化鎢材料加工製作而成。通常,硬質合金中,WC作為主要耐磨相以顆粒形式存在,而Co只是作為黏合劑。但這種軟金屬黏合劑的存在顯然對其耐磨性有很大的影響,因此-般Co的含量應限制在6%以下。碳化物的形狀、尺寸、種類、工藝條件對材料的耐磨性有很大影響。
磨損
高速磨料粒子對砂管的磨損,實質上屬於磨料磨損的範疇。磨料磨損包括有滑動磨料磨損、衝擊破碎和高應力碾碎式磨料磨損、沖蝕磨損等。對砂管的磨損起決定作用的是滑動磨料磨損,磨損的主要方式有微切削、微變形或疲勞。它不僅與砂管的材料、形狀有關,而且磨料的粒度、形狀、硬度、滑動速度等都對其有影響,因此砂管的磨損過程十分複雜。因此,合理選擇射流壓力、磨料材質和粒度可有效地提高砂管的使用壽命;在設計和裝配過程中,應確保水噴咀和砂管的對中性,以使射流處於最佳位置,防止偏磨。
規格
砂管內徑一般為0.76~1.2mm,外徑一般為6.35mm、7mm及7.14mm。
壽命
砂管的使用壽命取決於產品的本身材質,同時與水刀設備的壓力、使用磨料與否、磨料的材質、硬度等有著密切的關係。一般為200小時左右。
