
氣動自動控制的經濟效果
所謂低成本自動化技術是指將人工操作改為自動化操作後,對於單位產品的投資較低,即降低了生產成本。一種情況是,在已有的人工操作基礎上,投人少量資金,用標準規格的氣動元件或裝置,將其改裝成自動或半自動機械。另種情況是,採用各種標準規格的氣動元件或裝置構成自動化系統後,雖然前期的設備投資較大,但因生產效率提高,產量增加,因而每個產品的成本亦大為降低。無淪何種情況,氣動自動化的決速、安全、可靠、低成本等特點已為現代工業生產所認識,並被廣泛套用。因此,採用氣動自動化可以獲得如下的經濟效果:
(1)提高生產速度,增加產量,提高產品附加值。
(2)減少產品的廢品率,降低產品成本,改進產品品質。
(3)提高管理的正確性。
(4)提高生產設備的利用率,提高材料的使用率,減少損耗。
(5)減輕對熟練技工的需求,減少員工的培訓時間廠錢省費用。
(6)增加殘疾人員的就業率,提高社會保障。
發展趨勢
(1)功能不斷增強,體積不斷縮小
小型化氣動部件如氣缸、閥和模組正套用於許多工業領域。微型氣動不僅用於精密機械加工(如鐘錶製造業)、電子工業(如印刷電路板的生產)和模組裝配等場合,而且用於製藥工業和醫療技術.食品加工和包裝技術等方面。在這些領域中,活塞直徑小到2.5mm(或寬度為1.6mm矩形活塞)的氣缸、寬度為10mm的氣閥(即將推出寬度為5rnn〕的閥)以及相關的輔助元件,諸如氣路板、氣路分配器、M3螺紋微型元件和許多其它微型氣動元件已成為系列化產品。由於這些小型和微型元件能在0.2~0.7MPa的壓力下使用,所以它們能集成到已有的標準氣動系統中。如果說小型氣缸由於活塞面積小,相應的功率較小,而小型閥就大相庭徑。在流量相同的情況下,新的小型閥結構更緊湊、接口尺寸更小。例如,相同流量的換向控制悶,現在的體積僅為過去的7% (1997年與1961年比)。尺寸不斷小型化和功能不斷強化是氣動元件發展的必然趨勢。儘管存在尺寸上的限制,氣動元件的設計仍有進一步的改進。
(2)模組化和集成化
模組化與集成化是兩個不同的概念,然而兩者之間又密切相關。毫無疑問,氣動的最大優點之一是單獨元件的組合能力,無論是各種不同大小的控制器,或是不同功率的控制元件,在一定套用條件下,都具隨意組合性。現在的模組化設計己遠遠超出早期的模組化設計。從單功能元件到多功能系統,通用的模組化應具有向上或向下的兼容性。即使任務變了,模組化設計也必須能對系統進行順序轉換、重組、刪減或擴充。集成化應充分兼顧模組化,即在設計時必須考慮集成模組或單元的兼容性。
(3)智慧型氣動
智慧型氣動是指具有集成微處理器,並具有處理指令和程式控制功能的元件或單元。最典型的智慧型氣動是內置可程式控制器( LC)的閥島。閥島可用常規的電子方式或匯流排方式控制。匯流排技術已經引起氣動技術的巨大革新,這方面的發展僅僅剛開始。如果微處理器成功地集成於單個元件,例如氣缸(驅動)、或閥(控制),那么氣動的小型化、模組化、集成化和智慧型化就能得到相應改進。現在已經實現把裝有特殊軟體的高性能微處理器集成到控制閥的電磁頭中,並與執行機構的氣動控制組合起來。下一步應不僅把閥而且把匯流排控制部分集成於執行元件之中〔帶閥的氣缸早已存在)。
(4)整套供應
完整的模組及獨立的功能單元使人們只需進行簡單的組裝即可投人使用,因此整套供應將對未來的工程產生深遠影響。一方面可以大大節省現場裝配、調整時間,另一方面,現場操作無需配套各種經過專門培訓的技術人員。
系統結構
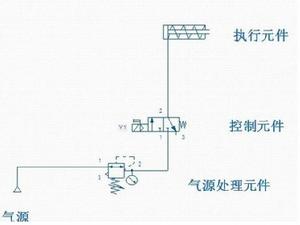 圖1 氣動自動控制系統結構
圖1 氣動自動控制系統結構氣動自動控制系統結構如圖1所示,系統主要由氣源、氣源處理 元件、控制元件和執行元件組成。
由產生、處理和貯存壓縮空氣的設備組成的系統稱為氣源系統。氣源系統包括有空氣壓縮機、貯氣罐、空氣淨化設備和輸氣管道等。它為氣動設備提 清潔、乾燥、恆壓和足夠流量的壓縮空氣,是氣動系統的能源裝置。氣源的核心是空氣壓縮機,它將原動機的機械能轉換為氣體的壓力能。執行元件主要有氣缸、擺動馬達和氣馬達。控制元件一般為閥門,包括壓力控制閥、流量控制閥、方向控制閥等。
空氣壓縮站
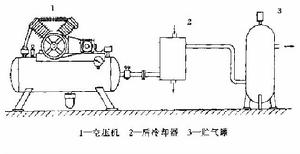 圖2
圖2空氣壓縮站(簡稱空壓站)是氣動自動化控制系統的重要組成部 分,為氣動設備提供滿足要求的壓縮空氣動力源。空壓站的主要組成裝置有氣壓發生裝置(空氣壓縮機,簡稱空壓機)、貯氣罐和後冷卻器。典型的空壓站組成見圖2。
空壓機
空壓機是氣壓發生裝置是將機械能轉換為氣體壓力能的轉換裝置。常見的空壓機有活塞式空壓機、葉片式空壓機和螺桿式空壓機氣種。
(1)活塞式空壓機
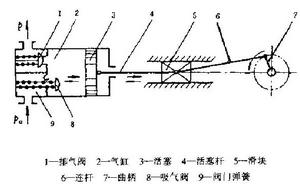 圖3
圖3活塞式空壓機的工作原理見圖3。在氣缸 內作往復運動的活塞向右移動時,氣缸內活塞左腔的壓力低於大氣壓力Pa,吸氣閥開啟,外界空氣吸入缸內,這個過程稱為壓縮過程當缸內壓力高於輸出空氣管道內壓力P後,排氣閥打開。壓縮空氣送至輸氣管內,這個過程稱為排氣過程。活塞的往復運動是由電動機帶動的曲柄滑塊機構形成的。曲柄的旋轉運動轉換為滑動——活塞的往復運動。這種結構的壓縮機在排氣過程結束時總有剩餘容積存在。在下一次吸氣時,剩餘容積內的壓縮空氣會膨脹,從而減少了吸人的空氣量,降低了效率,增加了壓縮功。且由於剩餘容積的存在,當壓.縮比增大時,溫度急劇升高:故當輸出壓力較高時,應採取分級壓縮。分級壓縮可降低排氣溫度,節省壓縮功,提高容積效率,增加壓縮氣體排氣量。
(2)葉片式空壓機
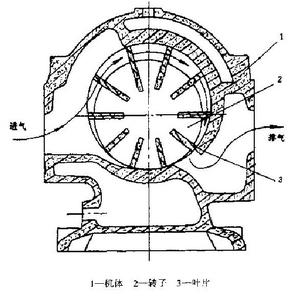 圖4
圖4葉片式空壓機的工作原理如圖4所示,把轉子偏心安裝在定 子(機體)內,葉片插在轉子的放射狀槽內,葉片能在槽內滑動二葉片、轉子和機體內壁溝成的容積空問在轉子迴轉過程中逐漸變小,由此從進氣口吸入的空氣就逐漸被壓縮排出。這樣,在迴轉過程中不需要活塞式空壓機中具有的吸氣閥和排氣閥:在轉子的每一次迴轉中,將根據葉片的數目多次進行吸氣、壓縮和排氣,所以輸出壓力的脈動小。通常情況下,葉片式空壓機需採用潤滑油對葉片、轉子和機體內部進行潤滑、冷卻和密封,所以排出的壓縮空氣中含有大量的油份。因此在排氣口需要安裝油分離器和冷卻器,以便把油份從壓縮空氣中分離出來進行冷卻並循環使用。通常所說的無油空壓機,是採用石墨或有機合成材料等自潤滑材料作為葉片材料。運轉時無需添加任何潤滑油,壓縮空氣不被污染,滿足了無油化的要求。此外,在進氣口設定空氣流量調節閥,根據排出氣體壓力的變化自動調節流量,使輸出壓力保持恆定。
葉片式空壓機的優點是能連續排出脈動小的額定壓力的版縮空氣,所以一般無需設定貯氣罐,並且結構簡單,製造容易,操作維修方便,運轉噪聲小。缺點是葉片、轉子和機體之間機械摩擦較大。產生較高的能量損失,因而效率也較低。
(3)螺桿式空氣壓縮機
 圖5
圖5螺桿式空壓機的工作原理如圖5所示。在殼體中裝有一 對互相嚙合的螺旋轉子,其中一根轉子具有凸面齒形,另一根轉子具有凹面齒形,兩根轉子之間及殼體王者圍成的空間,在轉子迴轉過程中沿軸向移動,其容積逐漸減小。這樣,從進口吸人的空氣逐漸被壓縮,並從出口排出。螺桿式空壓機與葉片式空壓機一樣,也需要加油進行冷卻,潤滑及密封,所以在出口處也要設定油分離器。螺桿式空壓機的優點是排氣壓力脈動小,輸出流量大,無需設定貯氣罐,結構中無易損件,壽命長,效率高。缺點是製造精度要求高,運轉噪聲大。且由於結構剛度的限制,只適用於中低壓範圍使用。
貯氣罐
貯氣罐的作用是:
(1)用來貯存一定量的壓縮空氣,調節空壓機輸出氣量與用戶耗氣量之間的不平衡狀況,保證連續、穩定的氣流輸出。
(2)當出現空壓機停機、突然停電等意外事故時,可用貯氣罐中貯存的壓縮空氣實施緊急處理保證安全。
(3)減小空壓機輸出氣流脈動,穩定空壓站管道中的壓力此外,還能降低壓縮空氣溫度,分離壓縮空氣中的部分水份和油份。
後冷卻器
後冷卻器的作用是使溫度高達120~180℃的空壓機排出氣體冷卻到40~50℃,並使其中的水蒸氣和油霧冷凝成水滴和油滴,以便對壓縮空氣實施進一步淨化處理。
後冷卻器有風冷式和水冷式兩大類。風冷式是靠風扇產生的冷空氣吹向帶散熱片的熱空氣管道,經風冷後的壓縮空氣的出口溫度大約比環境溫度高15℃左右。水冷式是通過強迫冷卻水洽壓縮空氣流動方向的反方向流動來進行冷卻,壓縮空氣出日溫度大約比環境溫度高10℃左右。
