
結構組成
 梭式窯
梭式窯梭式窯:是間歇燒成的窯,跟火柴盒的結構類似,窯車推進窯內燒成,燒完了再往相反的方向拉出來,卸下燒好的陶瓷,窯車如同梭子,故而稱為梭式窯。
梭式窯是一種以窯車做窯底的倒焰(或半倒焰)間歇式生產的熱工設備,也稱車底式倒焰窯,因窯車從窯的一端進出也稱抽屜窯,是國內近十年來發展最為迅速的窯型之一。
梭式窯除具有一般倒焰窯操作靈活性大,能滿足多品種生產等優點外,其裝窯、出窯和製品的部分冷卻可以在窯外進行,既改善了勞動條件,又可以縮短窯的周轉時間。但由於間歇燒成,窯的蓄熱損失和散熱損失大,煙氣溫度高,熱耗量較高。新型節能型梭式窯改進了窯體砌築結構,增設了廢氣餘熱利用裝置,使這一缺點很大改善。
生產系統
梭式窯的生產系統由燃料供給及燃燒設備、燃燒風機、煙氣-空氣換熱器、調溫風機和排煙風機等組成。梭式窯的窯體為矩形,窯牆的砌築沿厚度方向分為三層結構,工作襯即採用高強度高檔耐火隔熱磚,夾層是隔熱耐火材料,外層採用耐火纖維氈貼在窯壁上。窯頂採用平吊頂結構,砌築也分為三層,內層為高強度高檔隔熱磚,吊掛於吊頂磚下方,夾層是隔熱磚,頂層採用耐火纖維氈,既為隔熱層又為密封層。
由於窯門經常移動,所以窯門的砌築為兩層,內層為高強度高檔隔熱磚,外層為隔熱層,採用耐火纖維氈貼於窯門金屬殼上。燒嘴安裝在窯牆上,視窯的高度設一排或兩排。以窯車台面為窯底並和窯頂、窯牆構成窯的燒成空間,窯車襯磚中心留設主煙道,與地下煙道相接。窯的一端(或兩端)設有窯門,窯門可單獨設定也可砌築在窯車端部。窯車兩側裙板插入窯牆砂封槽內,窯車與窯車之間,窯車與端牆、窯門之間設有曲封槽,耐火纖維擠緊,起密封作用。在窯牆砂封槽下部留有許多通風孔,有利於窯車底部散熱,延長了窯車的使用壽命。
分類
梭式窯按照採用能源分類為 :天然氣爐、煤氣發生爐和直接燃煤式。天然氣爐具有環保、高能效、最高溫度高,前期需要開設天然氣管道或者採用灌裝燃氣,需配置天然氣專用燃燒器。煤氣氣發生爐主要由爐體、供風系統、供水系統、加煤機構、卸渣裝置、捕焦氣、電器控制系統等組成。
該設備具有工藝簡單,占地少,投資小,操作簡單;機械上煤,濕式出渣,無二次污染;煤氣出口溫度400-550℃,熱能利用率極高等特點。直接燃煤式爐趨於淘汰,污染大,能效低。
傳熱特點
火焰窯爐內,燃燒產物是以對流傳熱和輻射傳熱的形式把熱量傳給製品。
1)對流傳熱:煙氣和製品之間的溫差成正比,與窯內煙氣的流速的0.8次方成正比;
2)輻射傳熱:煙氣和製品的絕對溫度的四次方之差成正比。
① 若通過增大煙氣與製品之間的溫度差來提高傳熱效率,從傳熱的觀點來說是好的;
但從造成製品內外溫差來講是不好的。
② 如果通過增大煙氣的流速,就能使整窯製品都較均勻而迅速地加熱。
採用高速調溫燒嘴,煙氣與製品間的溫差不大,而窯內煙氣的流速卻比使用一般的燒嘴增大致十倍,從而在保證製品的燒成質量的同時提高了傳熱速率,實現製品允許的儘可能快的燒成目的。
③ 現代間歇式梭式窯爐,採用了高速調溫燒嘴,燃燒產物以很高的進度(100米/秒以上)。噴射入窯。這樣,在整個燒成過程中,燃燒產物的對流傳熱速率就大大地提高;
即使在高溫階段,對流傳熱的作用也大。
④但在使用高速調溫燒嘴時,製品碼裝時要留有在料垛間要留出100-400mm的火焰通道,通常其寬度隨窯爐寬度尺寸的增大而增大。
最好使窯內氣流能造成一個鏇轉氣流,避免高速的火焰直接沖刷到局部的製品上,影響火焰的流動,造成較大的溫差。
特徵特點
典型的梭式窯以輕型、薄壁、節能為特徵,其主要特點是:
1)適應多品種小批量生產。
2)採用輕型薄壁式窯牆結構,內襯採用高溫輕質材料。
3)裝卸磚在窯外進行。
4)採用高速等溫燒嘴,高低錯落布置,噴出高速氣流,使窯內氣流強烈地鏇轉,對流換熱效果極大提高,高溫階段窯內各點溫差可控制在5 ℃以內。在低溫階段,採用調溫風增大煙氣量,調節噴入窯內煙氣溫度,窯內溫差在5 ℃~10℃之間。升溫、降溫速度快,燒成周期短。
 檢控儀表
檢控儀表5)可配置適宜的檢控儀表(如下圖),採用PLC控制,實現全自動化操作。
節能方式
由於梭式窯屬於間歇窯,窯的蓄熱損失和散熱損失大,煙氣溫度高,熱耗量較高。需要增設廢氣餘熱利用裝置,使這一缺點得到很大改善。
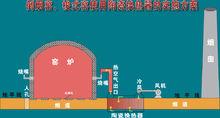 梭式窯節能圖示
梭式窯節能圖示一般此類窯溫度在1350-1650度,煙道出口溫度在1100-1400度左右,所以有大量的熱量白白浪費,熱利用率只有20-40%,如果使用換熱器,可將煙道中的熱量進行回收,回收熱量加熱助燃風、烘乾、或其他用途。
如果使用金屬換熱器,可以進行餘熱回收,但如果煙道溫度達到800度以上,金屬換熱器非常容易被高溫損壞,無法達到餘熱回收的目的。
如普通情況下窯溫高於800度,而煙道溫度低於800度,這種情況看起來適合用金屬換熱器,但如果出現停電、燃氣量偏大、助燃風量不足等情況,都會使煙道溫度快速高於800度,使金屬換熱器很快被燒壞。
而陶瓷換熱器使用,已攻克這一難關,陶瓷換熱器具有以下特點:
1、耐高溫,耐腐蝕,所以可以把陶瓷換熱器放在煙道出口較近、溫度較高的地方,那么它的餘熱利用率高,換熱效果好,節能率高。但金屬換熱器放在陶瓷換熱器的部位就很快被燒壞了。
2、使用壽命上,同等情況下陶瓷換熱器是金屬換熱器幾倍或幾十倍。
3、如果不使用換熱器,助燃風溫度就是一般常溫(-10℃-40℃),但通過陶瓷換熱器加熱的助燃風溫度可達300℃-800℃,不但可以達到節能的目的,而且提高了環境效益。
排煙方式
窯尾排煙方式
目前,國內使用較為普遍的底燒式燃氣梭式窯和一些小型梭式窯大多採用窯尾排煙方式。
窯體頂部排煙方式
窯頂排煙方式結構也比較簡單,排煙阻力較小,不需風機排煙,只是在窯頂安裝一段金屬煙囪將煙氣引至室外即可。
所用耐火材料
棱式窯的窯牆、窯頂和窯門,用輕質莫來石磚砌築時,常採用氣硬性耐火泥漿來砌築。這種泥漿要求有良好的砌築性能,既能保證合適的施工時問(一般要求在90~120s),又要求在施工一段時間之後能開始硬化,產生良好的常溫(或低溫)粘接強度(要求可以達到0.5MPa以上);同時有能滿足在1000~1600℃溫度範圍內使用的多種規格。
用於梭式窯的輕質耐火磚,要求有良好的熱穩定性,安全使用溫度下的重燒線變化率小,熱導率達到性能指標要求。
