工作原理
利用液體流動和液面水平的原理,以水準泡直接顯示相對於水平和鉛垂位置微小傾斜角度的一種正方形通用角度測量器具。
使用方法
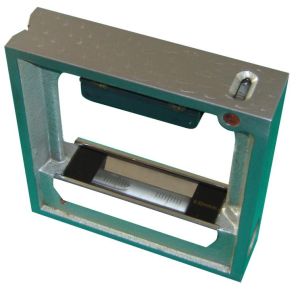
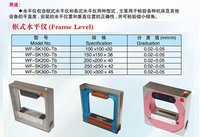 框式水平儀
框式水平儀1、框式水平儀的兩個V形測量面是測量精度的基準,在測量中不能與工作的粗糙面接觸或摩擦。安放時必須小心輕放,避免因測量面劃傷而損壞水平儀和造成不應有的測量誤差。
2、用框式水平儀測量工件的垂直面時,不能握住與副側面相對的部位,而用力向工件垂直平面推壓,這樣會因水平儀的受力變形,影響測量的準確性。正確的測量方法是手握持副測面內側,使水平儀平穩、垂直地(調整氣泡位於中間位置)貼在工件的垂直平面上,然後從縱向水準讀出氣泡移動的格數。
3、使用水平儀時,要保證水平儀工作面和工件表面的清潔,以防止髒物影響測量的準確性。測量水平面時,在同一個測量位置上,應將水平儀調過相反的方向再進行測量。當移動水平儀時,不允許水平儀工作面與工件表面發生摩擦,應該提起來放置。 測量時使水平儀工作面緊貼被測表面,待氣泡靜止後主可讀數。
水平儀的分度值是主水準泡的氣泡移動一個刻度所產生的傾斜比,以一米為基準長的傾斜高與底邊的比表示,如需測量長度為L的實際傾斜值則可通過下式進行計算:
實際傾斜值=標稱分度值×L×偏差格數例如:標稱分度值為0.02mm/m,L=200mm,偏差格數為2格
則:實際傾斜值0.02/1000×200×2=0.008mm
為避免由於水平儀零位不準而引起的測量誤差,因此在使用前必須對水平儀的零位進行檢查或調整。
4、當測量長度較大工件時,可將工件平均分若干尺寸段,用分段測量法,然後根據各段的測量讀數,繪出誤差坐標圖,以確定其誤差的最大格數.床身導軌在縱向垂直平面內直線度的檢驗時,將方框水平儀縱向放置在刀架上靠近前導軌處,從刀架處於主軸箱一端的極限位置開始,從左向右移動刀架,每次移動距離應近似等於框式水平儀的框線尺寸(200mm).依次記錄刀架在每一測量長度位置時的水平儀讀數.將這些讀數依次排列,用適當的比例畫出導軌在垂直平面內的直線度誤差曲線.水平儀讀數為縱坐標,刀架在起始位置時的水平儀讀數為起點,由坐標原點起作一折線段,其後每次讀數都以前折線段的終點為起點,畫出應折線段,各折線段組成的曲線,即為導軌在垂直平面內直線度曲線.曲線相對其兩端連線的最大坐標值,就是導軌全長的直線度誤差,曲線上任一局部測量長度內的兩端點相對曲線兩端點的連線坐標差值,也就是導軌的局部誤差.
技術要求
 框式水平儀
框式水平儀1、外觀
水平儀二作面與外表面上,不得有砂眼、裂紋、劃碰傷、鏽蝕和噴漆、電鍍層脫落等彩響使川或明細那影響外觀質量的缺陷;水準泡應透明、清晰、不得有影響觀察和讀數的缺陷;各種標誌應正確清晰。
2、相互作用
水平儀各部件安裝應牢固,機構應調整方便.反應靈敏。在調節零位時,能保證零位誤差不大於1/10分度調整。調整後靜止四小時。其示值變化應不大於1/4分度。
3、主體材質
水平儀主體應採用剛性、耐磨性及穩定性能良好的材料製造。
4、分度與分劃線
水平儀的分度間距為2mm,分劃線寬度為0.20mm,偏差不應大於0.05mm,分劃線色跡應明顯、牢固、便於觀察讀數。
5、氣泡長度
水平儀氣泡長度應等於基準線間距,在溫度20+2°C時,氣泡長度偏差應不大於一個分度。
使用注意事項
1、 水平儀使用前用無腐蝕性汽油將工作面上的防鏽油洗 淨, 並用脫脂棉紗攛拭乾淨 方可使用。
2、溫度變化會使測量產生誤差,使用時必須與熱源和風源隔絕。如使用環境溫度與保 存環境溫度不同,則需在使用環境中將水平儀位置於平板上穩定 2 小時後方可使用。
3、測量時必須待氣泡完全靜止後方可讀數。
4、水平儀使用完畢,必須將工作面擦試乾淨,並塗以無水,無酸的防鏽油,復蓋防潮 紙裝入盒中置於清潔乾燥處保管。
讀數方法
1、直接讀數法:以氣泡兩端的長刻線作為零線,氣泡相對零線移動格數作為讀數,這種讀數方法最為常用。
2、平均讀數法:由於環境溫度變化較大,使氣泡變長或縮短,引起讀數誤差而影響測量的正確性,可採用平均讀數法,以消除讀數誤差。平均讀數法讀數是分別從兩條長刻線起,向氣泡移動方向讀至氣泡端點止,然後取這兩個讀數的平均值作為這次測量的讀數值。
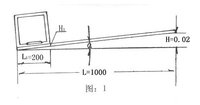
若將水平儀安置在1米長的平尺表面上,在右端墊0.02毫米的高度,平尺傾斜的角度為4秒,此時氣泡的運動距離正好為一個刻度。如圖:1
 1
1計算如下:水平儀連同平尺的傾斜角α的大小可以從下式中求出:
由tgα= = =0.00002 則α=4秒
 1
1從上式可知0.02/1000
水平儀的移動方向與氣泡的運動方向相反,呈凸,用符號“+”表示。
水平儀的移動方向與氣泡的運動方向相同,呈凹,用符號“-”表示。
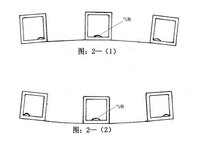
如果導軌是凸的情況下,水平儀(墊鐵)從任意一個方向進行移動,水平儀的氣泡向相反方向運動,如圖2—(1)所示。
如果導軌是凹的情況下,水平儀(墊鐵)從任意一個方向進行移動,水平儀的氣泡向相同方向運動,如圖2—(2)所示。
確定導軌的凹凸後,再根據所使用的墊鐵長度和水平儀氣泡運動格數和的一半進行計算,才能得到導軌的準確的直線度誤差精度。
零位檢查
框式水平儀將被檢水平儀放在已調到大致水平位置的平板上(或工具機導軌上),緊靠定位塊,待氣泡穩定後以氣泡的一端讀數為a1,然後按水平方向調轉180°,準確地放在原位置,按照第一次讀數的一邊記下氣泡另一端的讀數為a2,兩次讀數差的一半則為零位誤差=(a1-a2)/2格。如果零位誤差已超過許可範圍,則需高速零位機構,另一種方法不需精調零位,也可找出相對零位點,如圖所示將水平儀放在平面上,等氣泡穩定後,讀右端數為讀a1,將水平儀按水平方向調轉180°,準確的放在第一次位置上,待氣泡穩定後,再讀右端讀數為a2,兩次讀數差的一關位置為相對零位點;以相對零位點為基準,方可測量水平儀,相對零位點為基準線向右邊過1.5格。對於非規定調整的螺釘、螺母不得隨意擰動。
