
儀器介紹
外形及部件名稱見下圖。
101S數顯型水平儀檢定器
測量原理
採用正弦工作原理(如下圖)。
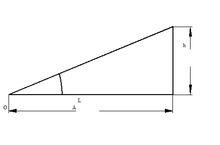 正弦原理圖
正弦原理圖以前廣為使用的螺旋副式水平儀檢定儀是用h/L的長度量mm/m來表示載物工作檯的台面傾斜,分度值以刻線形式刻在鼓輪上,稱為格,每格為0.005mm/m。而101S型檢定儀是以α角度量(秒)表示載物工作檯的台面傾斜,分度值以以數字形式顯示在顯示屏上,最小顯示是0.1秒。角度量α(秒)與長度量h/L(mm/m)這兩種表示方式的換算關係為
α=(h/L)×ρ″
其中常數ρ=206265。根據這一換算關係,在小角度範圍內,101S型檢定儀的1″相當於0.005mm/m。
技術指標
測量範圍:≥±300″[對應長度量:≥±1.5mm/m ]
分 辯 力:0.1″[對應長度量: 0.0005mm/m ]
允許誤差:±(0.3+標稱測量值的5%)″[對應長度量:±0.0015mm/m+標稱測量植的5%]
縱、橫向水準器分度值:20″
可測工件最大尺寸:300mm
如何使用
A. 測量準備工作:
1.逆時針轉動卸載手輪使其脫開與基座的接觸。
2.對於長度≤250mm的被檢水平儀,可將放在左右兩個擋塊之間,用擋塊鎖輪固定好被測水平儀。
對於長度>250mm的被檢水平儀,則應卸掉左右擋塊、擋塊鎖輪、卸載手輪,直接將被檢水平儀放在工作檯面上。
3.接通電源。
4.轉動調零旋紐,使其處於轉動範圍的中間位置附近(調零旋紐的轉動範圍為10圈,中間位置為5圈),然後轉動微動手輪使顯示屏的指示為零或者零的附近(當為零的附近時,可微動調零旋紐使指示為零)。
5.調整調平腳螺旋分別使縱向及橫向水準器的氣泡居中。
B. 測量 被檢水平儀的分度值
1.轉動檢定儀的微動手輪,使被檢水平儀的氣泡的一端對準水準管左邊(或右邊)的起始線,讀取檢定器的顯示值Ai作為起始讀數。如果希望起始讀數為整數秒值,可微微轉動調零旋鈕進行調整。
2.轉動檢定儀的微動手輪,將被檢水平儀的氣泡移動一格,檢定器的顯示讀數為Ai+1。
3.依次逐格移動被檢水平儀的氣泡並進行測量。
4.被檢水平儀受檢間隔的分度值為α= Ai+1-Ai
5.如果需要,可進行回程測量。
6.按有關公式計算被檢水平儀的分度值誤差。
