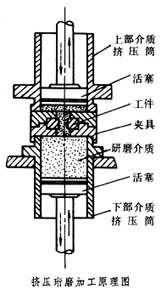
 圖為擠壓珩磨的加工原理。工件固定安裝在夾具中,夾具被上、下兩隻盛有研磨介質的擠壓筒壓緊。加工時,上、下擠壓筒中的活塞由液壓系統驅動上、下同步移動,從而推動和擠壓研磨介質,使之反覆通過工件的被加工表面,由磨料顆粒產生磨削作用。加工所用的擠壓力為1~3兆帕,也有高達10兆帕的。
圖為擠壓珩磨的加工原理。工件固定安裝在夾具中,夾具被上、下兩隻盛有研磨介質的擠壓筒壓緊。加工時,上、下擠壓筒中的活塞由液壓系統驅動上、下同步移動,從而推動和擠壓研磨介質,使之反覆通過工件的被加工表面,由磨料顆粒產生磨削作用。加工所用的擠壓力為1~3兆帕,也有高達10兆帕的。 研磨介質是由磨料和基體介質(一種半固體狀的高分子聚合物)均勻混合而成。在實際使用中還根據不同的加工對象加入一定量的添加劑,如潤滑劑、增塑劑和減粘劑等,以改變基體介質的粘度和流動性等物理性能。磨料一般採用碳化矽或氧化鋁,有時也採用碳化硼或金剛石粉。磨料粒度範圍是20#~600#。粗磨料用於去毛刺,細磨料用於拋光。磨料含量是10~60%,依具體加工情況而定。
夾具使研磨介質按規定路徑通過被加工表面,同時還起著安裝固定工件的作用,因此夾具結構應根據工件形狀、尺寸和加工要求設計製造。對小型工件可採用多工位夾具,一次可安裝許多工件同時進行加工。夾具材料一般採用耐磨工具鋼和尼龍等,也可採用碳鋼或鋁等材料,磨損後加以更換。夾具須具有足夠的強度和密封性。
擠壓珩磨工具機一般為立式結構,分為全自動式和半自動式兩種類型。工具機的主要組成部分是蝸桿螺旋頂重器、主液壓系統、副液壓系統、控制迴路和輔助設備等。工具機的操作控制參數是擠壓力、研磨介質流量、加工循環次數和循環時間等。
 鏡博士擠壓珩磨機
鏡博士擠壓珩磨機